
SIS and Bridge It NZ Ltd - Agent and Distributor for the regions of New Zealand and the Pacific Islands
0 comments

Exciting News from SIS! We are thrilled to announce that SIS and Bridge It NZ Ltd have recently signed a Heads of Agreement appointing Bridge It NZ Ltd our exclusive Agent and Distributor for the regions of New Zealand and the Pacific Islands. At SIS, we are committed to pushing the boundaries of what's possible in the world of low carbon, advanced polymer infrastructure. Partnering with Bridge It NZ, a recognised leader in their field, is a testament to our dedication to delivering cutting-edge solutions to our clients throughout Oceania. This collaboration highlights the power of teamwork, synergy, and shared vision. Together, we aim to leverage our combined expertise to create solutions that drive efficiency, sustainability, and excellence in every project we undertake. Stay tuned for more updates on this exciting partnership, as we work hand in hand to redefine industry standards and set a new benchmark for success. Thank you to our incredible SIS & Bridge It NZ teams, clients, and partners who have supported us along the way. We look forward to embarking on this journey together and achieving remarkable outcomes. read more
At SIS We Believe In Forging Lasting Relationships With Our Clients
0 comments
Our commitment to sustainable goals is unwavering, and we strive to deliver exceptional quality services that exceed expectations. Trust and loyalty are the bedrock of our partnerships as we work together to create a more sustainable world. With our team of experts in the field, we ensure innovative solutions and unmatched expertise for every project. Join us in shaping a brighter future! Check out our services here: https://sisau.com.au/design-engineering/ read more
Educating The Next Generation - The Master & Apprentices!
0 comments

The Master & The Apprentices! At SIS, we believe in giving back, taking time out to educate those who may one day be leading the Nation, if not the world, in the field of composites. We recently had the pleasure of hosting a number of Mercedes College work experience students who were eager to learn about engineering and composites. SIS Project Director Luigi Rossi played the role of educator in the field of engineering, whilst SIS Production Manager [composites] Silas Nolan looked after the composite classroom. Well done team! read more
2022 Austroads Bridge Conference - Adelaide
0 comments

Last week in Adelaide was all about bridges with the 2022 Austroads Bridge Conference being held, hosted by South Australia's Department for Infrastructure and Transport. It was fantastic to see FRP on the agenda, with University of Adelaide's Scott Smith delivering a well constructed Keynote Address. The Address was entitled "FRP Composites in Construction: From Research to Mainstream", and the scope included FRP Composites in Construction and Off-Earth (Planetary) Construction. SIS is proud to be working with the University in both of these fields and excited to see the InfraCore Company technology as part of Professor Smith's Keynote Address. read more
Employee Focus - A huge congratulations to SIS Composite Technician - Tamika
0 comments | 26th Apr 2025

A huge congratulations to SIS Composite Technician - Tamika, who recently participated in the installation of her first SIS FRP composite bridge. Tamika is driven to excel in every stage of the manufacturing process including preforms, resin infusion and finishing and participates in this process alongside a team of highly skilled FRP composite manufacturing champions. #team #manufacturing #womeninconstruction #australianmanufacturing #australianmade read more
SIS InfraCore Technology will land on The Moon
0 comments | 09th Jan 2023
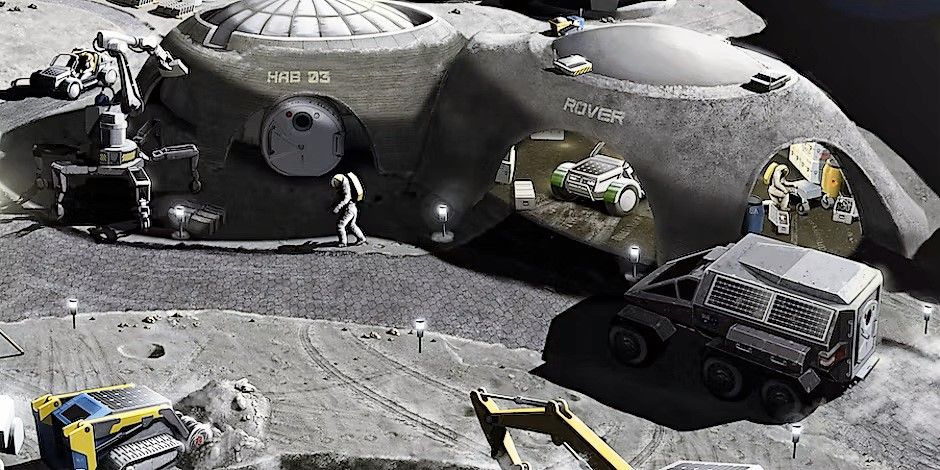
After our continued work in Australia with InfraCore Company's composite tech, we were honoured this week to be involved in the University of Adelaide's Australian Society of Off-Earth Construction briefing with the world’s first professional society devoted to the nascent field of off-Earth construction. Discussions included lunar surface construction requirements/roadmap (Foundational Services), off-earth civil engineering, lunar geotech investigations to date and NASA's lunar landing pad project. Thanks goes to Professor Scott Smith and Tafsirojjaman , Ph.D. for bringing SIS in on this exciting project. read more
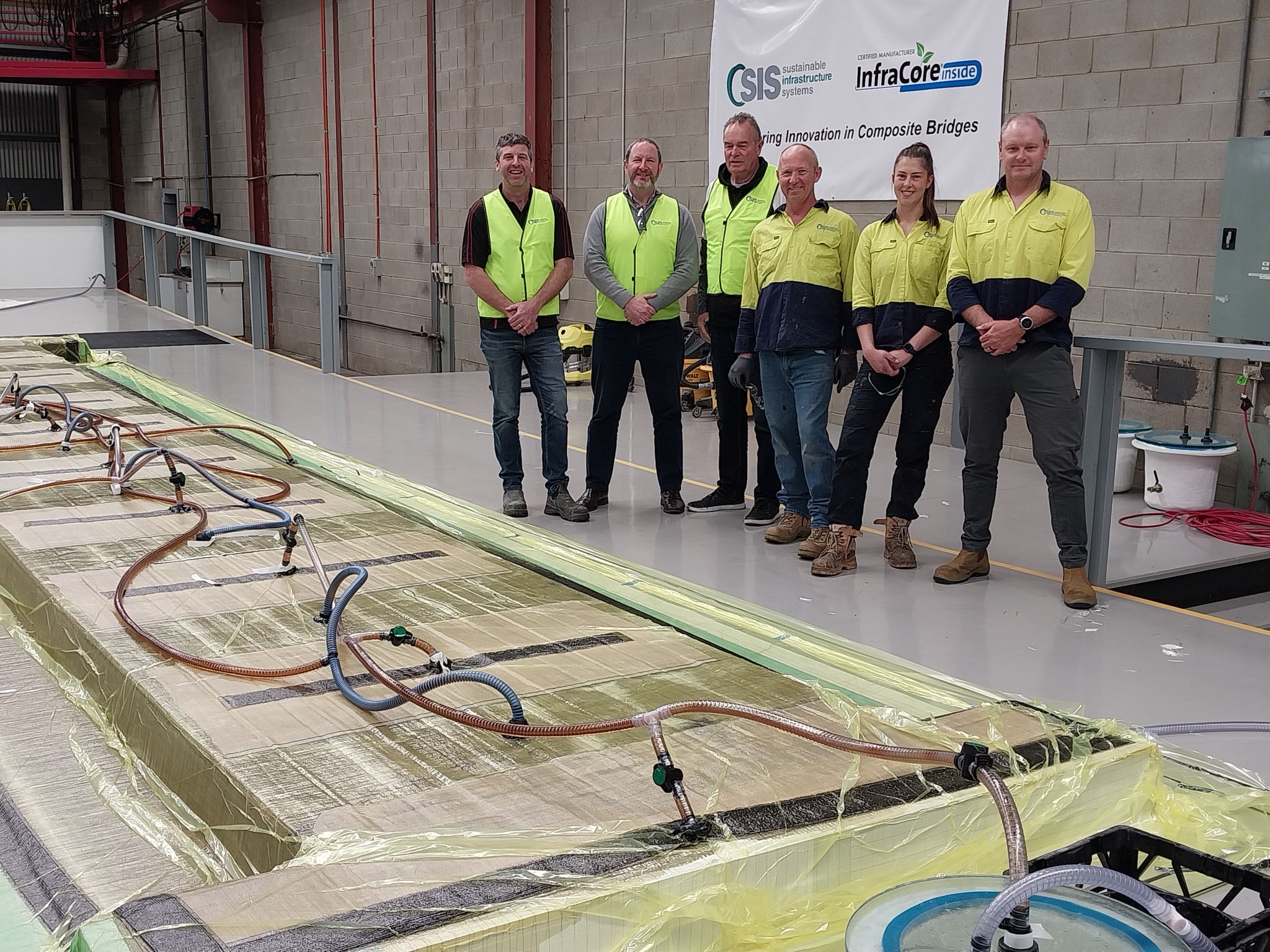
Another Australian manufactured FRP Composite bridge ready to leave our South Australian facility
0 comments | 16th Jul 2023

Another Australian manufactured FRP Composite bridge ready to leave our South Australian facility. SIS is proud to have manufactured another world class single element pedestrian / cycle bridge using InfraCore Company patented technology, this one is for Melbourne Water and is 17.0m x 3.0m and weighs only 5.25t excluding handrail. Great work team! read more
SIS InfraCore bridges heading to New Zealand
0 comments | 04th Dec 2022
It was great to host Kim Bevins and Pat Seuren from Bridge It NZ Ltd in our Adelaide facility last week. A pleasure to work with another forward thinking bridge building and engineering company that have embraced the InfraCore Company FRP bridge technology. Looking forward to getting these two bridges across the ditch, the first of many to be installed across New Zealand. read more
SA Plant Building Bridges For Local Manufacturing
0 comments | | 04th Dec 2022

Recycled plastic will be used in the manufacture of lightweight pedestrian bridges, jetties and ultimately wind turbine blades in a new cutting-edge $1.2 million manufacturing plant opened in Wingfield. Managing director of Sustainable Infrastructure Systems (SIS) Nick Wotton said the new plant officially opened by Trade and Investment Minister Nick Champion today, has an exclusive licence with Dutch firm InfraCore to manufacture, distribute and install its products throughout Oceania. “Aside from creating employment opportunities with up to 15 new jobs in the first 12 months, cutting-edge technology used in the material will be a game changer in the way bridges and other structures are manufactured and installed in Australia, New Zealand and the Pacific Islands,” he said. “We are also making a commitment after completing engineering studies to move to manufacturing bridges with a core made up of at least 50 per cent recycled plastics as of June 2023 – with a goal to move to 100 per cent over the calendar year.” Already environmentally friendly, the structures ranging from pedestrian walkways to high-volume traffic and harbor bridges are already installed in Australia, Europe and the United States using fibre-reinforced polymer. “This makes them lightweight and incredibly strong, allowing for spans of up to 36 metres with a 100-year design life and maintenance-free system,” Wotton said. “Now, we’re looking to introduce bio resins and natural fibres.” The company has ambitious growth plans with Wotton projecting turnover of $15 million by 2025. Wotton previously owned Cosset, a company that manufactured recycled wood plastic composite fencing posts, one of its contracts involved supplying products to a Jane Goodall Institute chimpanzee sanctuary in the Congo. The company also installed Australia’s first entirely recycled composite pedestrian bridge in the east park lands near Victoria Park in 2010. SIS moved to Wingfield in January to build the new 1800msq manufacturing facility with Wotton saying it was important to be “bringing manufacturing back to South Australia”. “We believe that having spent almost 30 years in sustainable infrastructure we believe the timing is right and the support is there from local, state and federal governments, along with the private sector, to be investing here,” Wotton said. read more
It's Australian Made Week 6-12 June : A time to support and celebrate all products made and grown in our wonderful Country
0 comments | | | 04th Dec 2022

As a proud Australian Manufacturer, SIS are major advocates of all things Australian Made. We manufacture our own Australian products to the highest standards, utilising smart technology, to design and manufacture sustainable composite FRP panels, for use in bridges (road, pedestrian and cycling), pontoons and jetties, and all manufactured in our South Australian Facility. SIS supports the need to buy Australian products, to create jobs, maintain economic activity and we believe Australian made products are produced to some of the highest standards worldwide. So let's prioritise buying Australian Made and get behind promoting all things Australian. Our Country is our Future. read more
Keeping up Foreign Relations: The Honourable David Ridgway last week met with SIS trading partner Infracore Company in The Netherlands, citing the impressive Technology in Manufacturing which has encompassed Australia
0 comments | | | | 04th Dec 2022

We are thrilled to acknowledge the meeting last week between The Hon David Ridgway, Agent General for South Australia, and Simon de Jong, Founder of InfraCore Company in The Netherlands. The meeting highlighted the impressive FRP composite technology in which SIS has now completed the technology transfer in, and are now putting into practice, through manufacturing here in South Australia. We are proud to have now completed the setup of our state-of-the-art facility, to manufacture sustainable FRP panels for applications such as road bridges, pedestrian bridges, pontoons and jetties. To learn more about this impressive technology, contact us on service@sisau.com.au to arrange a facility tour or to request further information. read more
SIS Congratulates FiberCore Europe on its Partnership in the "Smart Circular Bridge" Project
0 comments | | | | | 04th Dec 2022

SIS has been working alongside FiberCore Europe for over four years to bring the World's most advanced FRP Composite Bridges to the Oceania region. SIS would like to congratulate FiberCore Europe for being one of the 15 partners involved in the "Smart Circular Bridge" Project. The first "Smart Circular Bridge" was recently installed in Almere, Netherlands, which has a span of 15 metres and is built using flax fibres, (to replace traditional glass fibre) which is a fast growing plant. This combined with the use of a special bio-resin, means this infrastructure offering is truly groundbreaking in the sustainability credentials it offers. The EU project highlights the exciting prospects of using this innovative material in future projects. Two more "Smart Circular Bridges" will be built to cater for pedestrians and cyclists in Germany and The Netherlands and we hope one day soon, Australia. To learn more about the Smart Circular Bridge Project or our range of World Class FRP Composite Bridges, contact us at service@sisau.com.au read more
SIS Attends InfraCore® Company's Agents Conference 2022 in France
0 comments | | | | | | 04th Dec 2022

Last week Sustainable Infrastructure Systems (SIS) attended the 2022 InfraCore® Conference in Bayeux, France along with other Agent partners from all over the world. It was great to meet many for the first time and listen to the perspective on FRP bridges and applications from other parts of the world. We all see the very large market opportunity for increased use of the InfraCore® technology in the pedestrian and road bridge markets and further into the ship building, marine infrastructure and defence industries. SIS Director - Engineering, Luigi Rossi represented SIS at the conference. Luigi delivered a very well received presentation to the conference attendees on the opportunities the technology opens in the markets we serve from the perspective of our part of the world. We would like to thank InfraCore® Company and FiberCore® Europe for hosting this successful event and Luigi certainly enjoyed the cultural excursions around Normandy! We are already looking forward to meeting again. read more
Lightweight FRP Pedestrian Bridge with Service Ducts Inbuilt
0 comments | | | | | | | 04th Dec 2022

Soon to be manufactured in Adelaide Australia, this lightweight FRP bridge was delivered to site and lifted into place using a crane truck with little effort by Lifespan Structures in the UK. Pre-fabricated offsite, the design incorporated service ducts which were encapsulated within the deck keeping clean lines and a very neat soffit. The new FRP structure replaces a steel and timber hybrid bridge, which had reached the end of its service life. The river environment had caused significant corrosion of the steel, and the timber elements were a regular maintenance issue for the client. Built to last more than 100 years and guaranteed for 50 years, FiberCore Infracore composite footbridges are rapidly becoming the product of choice for decision makers in the infrastructure sector. Kudos to the team at LifeSpan Structures UK & FiberCore Europe. read more
Soon to be Made in Adelaide - FRP Infrastructure of the Future
0 comments | | | | | | | | 04th Dec 2022

Soon to be manufactured in Adelaide, to service the wider Australian, New Zealand and Oceanic markets the revolutionary InfraCore FRP structures represent the infrastructure of the future. Two ultra-slim FiberCore bridges were installed in South-East Amsterdam last week. The bridges are 32 metres in length, 4.5 metres wide and are have a thickness of only 30cm. Each bridge has a custom FRP slim-line pier. The huge advantages in off-site pre-fabrication allows for extraordinary fast installation times, minimises on-site construction risk and provides more reliability in cost predictions. The use of InfraCore® FRP also means that the structures are lightweight, have a very long life span and are largely maintenance free. read more
SIS makes Deal with Dutch bridge manufacturer to revolutionise Australian infrastructure sector
0 comments | | | | | | | | | 04th Dec 2022

A Exclusive Manufacturing licence agreement with Dutch company InfraCore was signed at the Netherlands embassy in Canberra, Australia, yesterday evening 18th March 2021. Production of revolutionary infrastructure in use across Europe will come to South Australia under a landmark manufacturing deal. In a collaboration between Australian company Sustainable Infrastructure Systems (SIS) and Dutch firm InfraCore Company, a national centre for the manufacture of lightweight fibre composite road and pedestrian bridges, and jetties will be established in Adelaide’s northern suburbs. The products will be distributed and installed throughout the Oceania region. Aside from creating employment opportunities, with up to 25 new jobs in the first 12 months, cutting-edge technology used in the material will be a game-changer in the way bridges and other structures are manufactured and installed in Australia, New Zealand and the Pacific islands. More than 1,000 structures – from pedestrian walkways to high-volume traffic and harbor bridges – have been installed in the Netherlands, Belgium, Poland, England, France, Italy, Sweden, Norway, China and the US. The environmentally friendly fibre-reinforced polymer (FRP) structures are light weight and incredibly strong, allowing for spans of up to 36 metres with a 100-year design life and maintenance-free system, based on a composite material of structural glass fibres in a thermoset resin matrix. Composites can be so strong that the automotive industry use this material for car components and most commercial aircraft manufactured today are constructed from more than 50 per cent composite materials. Former Transport Department general manager Luigi Rossi, who has guided some of South Australia's biggest infrastructure projects, joined SIS in 2019 and is managing the FRP program for the company. Mr Rossi says while foam will initially be used for pre-forms in the manufacturing process, within 18 months the company plans to change to recycled post-consumer waste plastic, and introduce bio-resins to provide substantial environmental benefits. “This also is about reflecting the company’s ethos; to take environmental sustainability to another level in infrastructure,” Mr Rossi says. InfraCore presently builds its bridges and other structures in its factory in Rotterdam, the Netherlands, and delivers them prefabricated to construction sites worldwide. Currently, the company is designing ship hulls, rudders and decks for large sea-going vessels and energy systems using its InfraCore Inside technology. Under the agreement signed with SIS, the FRP bridges destined for Oceania can now be manufactured locally, providing economic benefits as well as environmental ones, and offering greater accessibility. Simon de Jong, InfraCore’s chief executive officer and founding partner, said the agreement with SIS, “will have a huge impact on the future of bridge building in Australia and New Zealand”. Marion Derckx, Ambassador to the Kingdom of the Netherlands, welcomed the agreement between innovative Australian and Dutch companies. “The Netherlands government congratulates SIS and InfraCore on this game-changing partnership,” Mrs Derckx said. “The manufacturing agreement upholds our values in sustainable practices. It demonstrates how significant employment and growth opportunities can be achieved through innovation. “As like-minded cultures, the enterprise symbolises Dutch ambitions in the Asia-Pacific region for future international collaborations.” SIS is in discussions with potential commercial partners to assist with the capitalisation of its Australian fibre composite manufacturing hub. “This will significantly reduce freight costs and lead times for our clients and will revolutionise the way bridges are manufactured and installed in our region,” Mr Rossi says. To learn more about SIS, visit https://sisau.com.au For more about InfraCore Company, visit https://infracore-company.com/ ACT Attorney-General and Emissions Reduction Minister, Shane Rattenbury, (L) with Sustainable Infrastructure Systems (SIS) Associate Director Engineering, Luigi Rossi, and the Ambassador to Australia of the Kingdom of the Netherlands, Her Excellency Mrs Marion Derckx. read more
SIS Plays Key Role in Successful Delivery of the South Molle Boat Landing Facility
0 comments | | | | | | | | | | 04th Dec 2022

In late 2020, SIS finished delivery of final components to enable the completion of the new 154m long South Molle Jetty in the Whitsunday Islands in QLD, Australia, following on from the destruction of the previous jetty during ex-Tropical Cyclone Debbie in 2017. SIS delivered a range of FRP elements to this project and our team worked closely with the client through every stage during design, engineering, optimisation through to fabrication and delivery of elements to this remote Australian National Park. FRP products used in this project included, marine piles, headstocks, grating, cross bracing and reinforcement bar in the concrete. All of these FRP materials are ideally suited to harsh marine environments and are designed to accommodate / withstand heavy weather and tidal loads including monsoonal events. FRP materials were specifically chosen to ensure 100 year design life in such demanding conditions. Contact an SIS Structures Manager on service@sisau.com.au or call 1300 261 074 in Australia or +61 8 7007 0441 from overseas to discuss your project or find out more.. read more
Introducing SIS StructuralComp® FRP Reinforcement Bar
0 comments | | | | | | | | | | | 04th Dec 2022

SIS StructuralComp® FRP Reinforcement Bar is a durable continuously pultruded FRP reinforcement bar manufactured from vinyl ester resin and E glass fibres to provide a high strength, inert reinforcement bar for use in reinforcement of concrete elements subjected to highly corrosive environments. FRP reinforcement is not corrosive and allows the concrete cover to be minimised which reduces the weight and cost of the concrete elements. When used as a reinforcement system, SIS StructuralComp® FRP is a Glass-Fibre Reinforced Plastic continuously threaded reinforcing mesh which forms a high load-carrying capacity used to provide tensile strength and crack control to structural concrete elements. Advantages of SIS StructuralComp® FRP Reinforcement Bar include light product weight and easy handling, no onsite 'hot works', 100-year design life, high tensile and shear strength and it is very economical. Contact us today for a product brochure, product sample or to speak with a product specialist! read more
A Unique FRP Shared Use Bridge Demonstrates Versatile Composite Technology
0 comments | | | | | | | | | | | | 04th Dec 2022

In yet another leap forward in composite pedestrian bridge innovation, FiberCore Europe have manufactured a shared use bridge using the InfraCore® Inside technology with a striking semicircular edge for a railway overpass project in The Netherlands. The bridge is 16.4 metres long and 6.5 metres wide and only weights in at 16.5 tonnes and was installed at nighttime in a single lift in less than 1 hour. The huge advantages in off-site pre-fabrication allows for these extraordinary fast installation times, minimises on-site construction risk and provides more reliability in cost predictions. The use of InfraCore® FRP also means that the structures are lightweight, have a very long life span and are largely maintenance free. read more
Fibre Reinforced Polymers (FRP) in Buildings & Civil Engineering Structures - Recommendation 96:2019
0 comments | | | | | | | | | | | | | 04th Dec 2022
In a great step forward for designers, engineers and stakeholders who know the advantages of FRP being used in the infrastructure sector, the CROW-CUR Recommendation 96:2019 Fibre Reinforced Polymers (FRP) in Buildings & Civil Engineering Structures - has recently been released in English. 'CROW' is The Netherlands Information and Technology Platform for their Department of Transport, Infrastructure & Public Space. CUR96 Recommendation describes the engineering principles for the design of FRP structures and is available for purchase and download at https://crowplatform.com/product/crow-cur-recommendation-962019/ Please contact SIS directly if you would like a to understand more about the content of this document. read more
SIS Supplier FiberCore Europe Opens 1000th FRP Bridge
0 comments | | | | | | | | | | | | | | 04th Dec 2022

SIS' manufacturing partner FiberCore Europe passed a huge milestone this month with the opening of the 1000th composite pedestrian bridge manufactured using their unique patented Infracore technology. Built to last more than 100 years and guaranteed for 50 years, Infracore composite footbridges are rapidly becoming the product of choice for decision makers in the infrastructure sector. 1000 bridges is a milestone that SIS has assisted FiberCore Europe in achieving as these revolutionary structures have been shipped to all corners of the globe including #Australia. With each project, FiberCore took a step closer to the recognition of FRP as a building material in infrastructure. Proudly brought to the Nations of Oceania by Sustainable Infrastructure Systems. read more
Rail Sector Embracing FRP Composite Footbridges
0 comments | | | | | | | | | | | | | | | 04th Dec 2022

UK infrastructure operator Network Rail has entered into a partnership to help take forward the investigation, design and construction of a composite footbridge that it plans building. The concept footbridge was conceived and designed by Marks Barfield Architects and Cowi and is called ‘Futura’. It is being developed into a prototype to demonstrate the benefits that can be gained from using composites in railway station environments for both new build and replacement structures. “We’re delighted to be working on this ground-breaking project with Network Rail, and that they have joined us as a member,” said NCC chief executive Richard Oldfield. “There is clear alignment between the long-term strategic goals of the two organisations - namely to accelerate the adoption of composites in construction and to support the UK’s supply chain development to achieve the government’s Construction 2025 strategy. Composites offer huge benefits to construction, not least in their ability to be built using modern methods, as well as the cost-effective nature of their construction and installation. They are a more sustainable solution, which will contribute to net-zero targets across the industry, and are an intrinsically safer and more aesthetically pleasing option." Ian Grimes, principal engineer from Network Rail, added: “Our main focus is on putting our passengers first and exploring the full potential of composites as an alternative low-carbon construction material will enable us to continue doing this. "The quicker installation and the corrosion resistant nature of composites will mean less disruption and impact on passengers when we’re installing and maintaining our assets. This offers further environmental benefits alongside cost savings which can then be reinvested into other parts of the network." SIS looks forward to partnering with all of Australia and New Zealand's rail industry participants as we bring the manufacturing of FiberCore Europe's patented composite FRP bridge technology to Australia and the wider Oceania region. read more
SIS Congratulates ZEBRA Consortia on the Development of 100% Recyclable Composite Wind Turbine Blades
0 comments | | | | | | | | | | | | | | | | 04th Dec 2022

SIS congratulates all parties involved in this groundbreaking project to design and manufacture the wind power industry’s first 100% recyclable wind turbine blade. The consortia named 'ZEBRA (Zero wastE Blade ReseArch) Project', is driven by IRT Jules Verne, brings together industrial companies and technological centers (Arkema, CANOE, ENGIE, Suez, LM Wind Power, Owens Corning). Wind energy, both onshore and offshore, plays a critical role in the transition to carbon-free energy sources. With a product lifespan of 30 years and a wind turbine recyclability rate of 85% to 90%, the wind power industry is now looking to close the remaining gap by designing and manufacturing the first 100% recyclable wind turbine blade. Torben K. Jacobsen, Senior Director Advanced Technology Systems, LM Wind Power, stated: ”As a key player in the transition to affordable, renewable energy sources across the world, the wind power industry works actively to develop new materials with higher performance, longer lifespan and recyclable properties. Using Elium resin, combined with design, manufacturing and recycling process optimization, constitutes an opportunity to reduce cost, production time and environmental impact of wind turbine blades. We are thrilled to be a launching partner for a truly recyclable blade for future wind turbines, leading the way to a sustainable world that works for generations to come.” read more
SIS Completes Engineering Assessment on use of Recycled Plastics in FRP Bridges
0 comments | | | | | | | | | | | | | | | | | 04th Dec 2022

In 2019 SIS tasked an internal engineer to undertake an investigation to change out the foam core in our FRP composite bridges to recycled plastic. This was submitted to our manufacturing partner FiberCore Europe and put forward for peer review. As SIS moves to commence the manufacture of FiberCore bridges under licence in Australia in late 2020, trials using 100% recycled plastic will be conducted throughout 2021 with the intention of completing full scale testing by the end of 2021. SIS and its management have played a role in recycling Australia's waste plastic for over 20 years and yesterday marks a milestone in this sector with the South Australian Government becoming the first state to ban single-use plastics in Australia. Legislation banning the sale, supply and distribution of plastic products like straws, cutlery and beverage stirrers passed the State Parliament yesterday. SIS applauds the South Australian Government and in particular the work of Environment Minister David Speirs in this achievement. read more
SIS StructuralComp FRP Composite MTB Bridges
0 comments | | | | | | | | | | | | | | | | | | 04th Dec 2022

Not all our composite bridges are large in span or designed to carry heavy loads, SIS were recently approached to assist with design elements and the supply of FRP component materials for four bridges, to replace aged timber structures along a mountain bike trail and walking track at Melrose, in the southern Flinders Ranges of South Australia. The town of Melrose is famous for its tracks and trails stretching over 80 kilometres in the foothills of Mount Remarkable, showing some truly special Australian landscapes for those with a love of nature, tranquility and adrenaline. SIS FRP materials were the material of choice for their durability in any environment, a 50 plus year design life and their light weight nature making remote installation much easier and more cost effective than traditional alternatives. read more
Bio-Resins & Fibres- The Ultimate Ingredient in Sustainable Infrastructure Composite Bridge Construction
0 comments | | | | | | | | | | | | | | | | | | | 04th Dec 2022

FiberCore Europe in conjunction with Delft University of Technology (TU Delft, The Netherlands), recently completed a world first by manufacturing an FRP composite bridge using bio-resins, the structure being 15 metres in length by 2 metres wide. Basalt fibres and bio-based polyester resin are the main raw ingredients in the bridge - basalt fibres are extracted from basalt rock, the igneous volcanic rock that is created by the solidification of lava. The polyester resin used is partly of natural origin whereby vegetable glycerine is a key part of the process classing it as a bio-resin. The end result is a high performance structure, expected to last at least 100 years with only a very basic maintenance requirement that is made mainly from natural materials and is 100% recyclable at the end of it useful life. SIS is proud to partner with such an innovative and sustainably minded Company in Europe and look forward to bringing this technology to Australia & New Zealand and the wider Oceania region. read more
SIS FiberCore® SUREbridge® - Sustainable Refurbishment of Existing Bridges using FRP
0 comments | | | | | | | | | | | | | | | | | | | | 04th Dec 2022
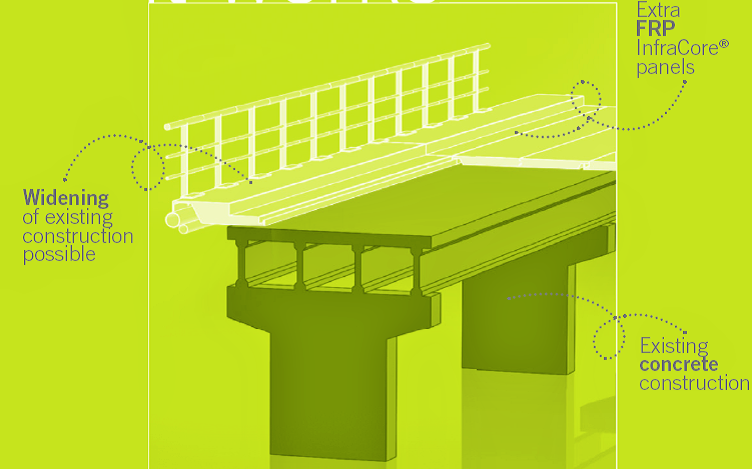
SIS FiberCore® SUREbridge® - Sustainable Refurbishment of Existing Bridges using FRP - Now available in Australia, New Zealand and the wider Oceania region. In line with our Company vision statement, that begins with the following sentence: 'Sustainable infrastructure is not just about new infrastructure, it is about rehabilitation, reuse or the optimisation of existing infrastructure, which is consistent with the principles of sustainability and sustainable product development, whether it be from civil infrastructure to mining sectors.', SIS is proud to announce the arrival of the SUREbridge® system into the markets we serve. SUREbridge® was developed to address the growing need to restore, widen and add pedestrian / shared path access to existing concrete road structures that are aesthetically pleasing and financially attractive. There are many advantages to stakeholders adopting this technology where it is suitably applicable including not having to demolish an existing structure, increased strength and stiffness of the structure, extension of the assets service life of 50 years and beyond, all the while without the risk of fatigue, corrosion and delamination by using the patented InfraCore® inside technology. Contact SIS to request a copy of our SUREbridge® brochure or to discuss your project by email: service@sisau.com.au or call 1300 261 074 in Australia or +61 8 7007 0441 from overseas read more
SIS InfraCore® Technology used in Composite Ship Hulls
0 comments | | | | | | | | | | | | | | | | | | | | | 04th Dec 2022

SIS InfraCore® Technology used in Composite Ship Hulls The patented InfraCore® technology that is key to our FiberCore single element large span composite bridges is now being trialed in The Netherlands for use in full composite ship hulls. There are numerous benefits to composite shipbuilding and its contributions towards greater maritime efficiency and sustainability. A composite vessel would weigh up to 40 percent less than a steel equivalent which would contribute to a considerable reduction in both fuel consumption of up to 25 percent as well as reductions of harmful emissions. “The use of composites for larger ships has significant advantages for the entire design of the ship,” says Marcel Elenbaas, senior engineer at Research & Technology Support at ship builder DSNS. “If it is lighter, a vessel uses less fuel and produces lower emissions. The vessel also requires smaller engines, which means more space for additional systems, making for a more versatile platform, and of course, composites require considerably less maintenance than a steel vessel. We have the opportunity to demonstrate the effectiveness and viability of large-scale composite shipbuilding.” SIS and our European partners remain at the forefront of innovation in composite technology and remain true to our ethos of creating a more sustainable world. read more
SIS Mazi® WPC Decking - Darwin Turf Club, Northern Territory, Australia
0 comments | | | | | | | | | | | | | | | | | | | | | | 04th Dec 2022

SIS Mazi® WPC Decking - Darwin Turf Club SIS supplied roughly 700 square metres of our entrenched market leading Mazi® Wood Plastic Composite (WPC) Decking as part of the multi-million dollar project to construct the Fannie Bay Racing and Sports Club (Silks), a standalone sports venue located at the entrance to the racecourse of the Darwin Turf Club in the Northern Territory, Australia. For over a decade, we have been supplying this world leading product to customers all over Australia from the Snowy Mountains to the harshest of environments to the iron ore mining camps of the Pilbara region in Western Australia. SIS Mazi® WPC Decking will not rot, splinter or crack and is termite proof and with a guarantee of 25 years, brings piece of mind to all stakeholders. If you would like to discuss your project or receive a product sample, please email service@sisau.com.au or call 1300 261 074 in Australia or +61 8 7007 0441 from overseas. read more
SIS FiberCore FRP Bridge for the Llantrisant Community Route - LifeSpan Structures (UK)
0 comments | | | | | | | | | | | | | | | | | | | | | | | 04th Dec 2022

A recent project completed by LifeSpan Structures (UK) shows just how attractive our bridge soffits can look. This structure shows the clean lines and lack of steel, concrete or timber girders that in so many instances can take away from the aesthetics of the bridge and surrounds. A lower deck construction height compared to more traditional materials and the reduced weight of FRP bridges simplified the installation. The new bridge deck was designed to work in conjunction with the crash protection barriers which were installed at the same time and add to the 1000+ FiberCore FRP Composite bridges and bridge decks that are installed around the world today including Australia, the Netherlands, Belgium, Norway, Sweden, Poland, UK, USA and China. SIS proudly represents FiberCore in Oceania, please contact us today to discuss your project needs, request a hard copy catalogue and product sample. read more
Product Showcase - SIS FiberCore Single Element FRP Truss Bridge
0 comments | 27th Apr 2024

Product Showcase - SIS FiberCore Single Element FRP Truss Bridge - The SIS FiberCore Single Element FRP Truss Bridge is a streamlined, composite truss bridge which is impervious to corrosion, oil and chemicals. With a 100 year design life and minimal maintenance requirements under even the most extreme conditions, this bridge provides stakeholders with the best single element pedestrian structure available in the world today. The bridge is one fully integrated structure in which exposed, high-maintenance bolted or bonded connections are eliminated. These lightweight bridges are available with a clear internal width of 1.5 metres and a single span of up to 36 metres. The SIS FiberCore Single Element FRP Truss Bridge can be supplied with a great deal of customisation including different lengths, different colours with integrated cable protection piping, LED lighting, shore-based power units, movement sensors and integrated access gates. These high-tech bridges are ideal as fixed abutment to floating marinas / pontoons bridges, general use pedestrian bridges and escape / emergency use bridges and are engineered to all required codes and standards to ensure the highest level of safety and performance. They are non-conductive and we can tailor fire properties to specific customer requirements. Contact SIS today for further information or to discuss your project. read more
SIS Supplier FiberCore Europe Manufactures 1000th FRP Bridge
0 comments | 26th May 2024

FiberCore Europe Manufactures 1000th FRP Bridge - A special moment in the development of prefabricated #FRP bridges: the 1000th prefabricated FRP bridge with InfraCore® Inside by FiberCore Europe has been ordered. The bridge represents a milestone in the young history of FRP as a construction material for the construction of bridges. FiberCore was at the cradle of this revolutionary development. 1000 bridges is a milestone that SIS has assisted FiberCore Europe in achieving as these revolutionary structures have been shipped to all corners of the globe including #Australia. With each project, FiberCore took a step closer to the recognition of FRP as a building material in infrastructure. FRP is now a recognized building material in bridge construction & infrastructure. FiberCore bridges with InfraCore® Inside are built to fit within the Eurocode and the CUR 96: 2019; the European standards for safe construction. The bridges are sustainable, maintenance-free and suitable for a circular economy; they are completely & easily repositionable. And that's not a bad idea, with bridges that last more than 100 years. #Infrastructure of the future. Proudly brought to the Nations of Oceania by Sustainable Infrastructure Systems read more
SISCO-FC FRP Fixings Supplied to Geoscience Australia, Macquarie Island - Sub Antarctic
0 comments | | 26th May 2024

SISCO-FC FRP Fixings for Geoscience Australia, Macquarie Island - Sub Antarctic After rigorous sample testing, SIS have supplied Geoscience Australia in conjunction with the Australian Antarctic Division with a shipment of SISCo-FC FRP Fixings, that included large diameter threaded rod, hexagonal flanged nuts and accessories. Geoscience Australia has a magnetic observatory (making it mandatory that our materials were 100% non ferrous) on the island and undertakes seismological measurements and the Australian Radiation Protection and Nuclear Safety Agency has a radionuclide station installed to detect nuclear explosions and the illegal release of toxic gases present into the atmosphere. The Antarctic division’s website describes the station as an “important global monitoring location for scientific research, including monitoring southern hemisphere climatic data.” Ecologist Melissa Houghton has been going to Macquarie Island since 2010 and continues work on projects there. “The contribution of Macquarie Island in terms of science is just enormous,” she said. "Macquarie Island is one of the world’s natural wonders, it is a magic place - people who have been down there are very passionate about it. “It’s raw. The place is literally a piece of the Earth’s crust thrust out of the ocean and you’ve got these giant petrels wheeling about like pterodactyls. It’s primordial. Every day is a tempest. You just feel so alive, so lucky.” read more
SIS Project Director, Luigi Rossi visits FiberCore Europe in Rotterdam
0 comments | | | 26th May 2024

Last week SIS Project Director, Luigi Rossi visited FiberCore Europe in Rotterdam, The Netherlands. Luigi spent a week studying the manufacturing process and working through a range of exciting upcoming projects for SIS in Oceania. Luigi is pictured with the founders of the patented InfraCore Technology, Simon de Jong and Jan Peeters - Global pioneers in composite fibre technology. InfraCore Technology is the backbone of all FiberCore FRP Composite Bridges. read more
4 SIS FiberCore Golf Bridges Installed in Australia
0 comments | | | | 26th May 2024

SIS & FiberCore Europe have just completed the fabrication, supply & installation of 4 FRP composite golf bridges within the Australian & New Zealand marketplace. An exciting time for #composites in infrastructure with product design life of 100 years. A very satisfied customer, The Castle Hill Country Club in Sydney, Australia - the video says it all! Excellence in Engineered Composite Bridges. read more
SIS Visits Technical University of Delft, The Netherlands
0 comments | | | | | 26th May 2024

SIS Visits Technical University of Delft, The Netherlands Last week, our Director - Structures, Nick Wotton visited the Technical University of Delft in The Netherlands and met with Dr. Marko Pavlovic - Assistant Professor of Steel & Composite Structures - Faculty of Civil Engineering and Geosciences. TU Delft is ranked 4th in the 2019 QS World Rankings in Civil Engineering and is a global leader in Fibre Reinforced Polymer (FRP) Composite engineering. Nick was given a tour of one of the world’s most unique FRP Composite test facilities at TU Delft where they have developed the Hexapod. Weighing in at approximately 60 tonnes, it is also referred to as 'The Beast'. The machine is multi-axial, which means it can move in six directions. The facility has vast experience in development and testing Fibre Reinforced Polymer (FRP) composites and offers the World's only dedicated course in FRP - Composites in Structural Engineering. TU Delft’s laboratories have been involved in the development of a bio-resin FRP Composite bridge made out of flax and resins derived from plants. It is the first time this bio composite material has been used on this scale and is a giant leap forward to promote more eco-friendly construction materials. SIS technical professionals are working with TU Delft and FiberCore Europe to bring these technologies to the Oceania region as we move in to our next phase of manufacturing in Australia. read more
FiberCore SIS 18m Clear Span Composite Bridge for The Municipality of Rotterdam
0 comments | | | | | | 26th May 2024

FiberCore SIS Bridge for The Municipality of Rotterdam FiberCore Europe have recently manufactured and supplied an 18 metre clear-span, 5m wide FRP bridge to The Municipality of Rotterdam. This elegant prefabricated single element composite bridge is a wonderful addition to this vibrant city's open space parklands and replaces an outdated and degrading structure. All FiberCore SIS bridges require almost zero maintenance and will last at least 100 years. A smart, sustainable and advantageous choice by the Municipality. read more
SIS Collaboration with University of Southern Queensland's’ Centre for Future Materials - FiberCore® Infracore®
0 comments | | | | | | | 26th May 2024

Members of SIS' structures team along with representatives from FiberCore Europe have recently met with the University of Southern Queensland's’ (USQ) Centre for Future Materials, who are one of the world’s leading authorities on FRP composite testing and engineering. The Centre for Future Materials (CFM) has gained a reputation for pioneering research and development in engineered fibre composites. The Centre prioritises research and development in advanced composite manufacturing, functional materials, civil composites, and geopolymer. Specialising in applied research with industry, CFM also operates a dedicated industry test service for more than 1000 business clients across multiple sectors both nationally and internationally. The testing services, in compliance with national and international standards, ranges from materials characterisation, polymer analysis, mechanical testing and large scale structural testing. SIS has begun collaboration discussions with USQ and intend to engage the university to undertake performance testing of our technology in their facility as we continue the expansion of FiberCore® Infracore® technology into the Australian, New Zealand and Oceanic market. read more
SIS Hosts FiberCore Europe at the 9th Australian Small Bridges Conference
0 comments | | | | | | | | 26th May 2024

Sustainable Infrastructure Systems (Aust.) Pty Ltd last week hosted FiberCore Europe's General Manager, Mr Jan Kroon and Dr. Martijn Veltkamp, Senior Design Engineer at the 9th Australian Small Bridges Conference on the Gold Coast, Queensland, Australia. Mr. Kroon & Dr. Veltkamp gave a presentation at the conference on their Infracore® patented FRP bridge technology exclusively distributed by SIS in Australia & New Zealand and also delivered an abstract on Eurocode and the Design, Manufacture and Installation of 62 Clear Span FRP Bridges to the City of Rotterdam (NL). SIS Director of Structures Mr Nick Wotton and National Structures Manager Mr Josh Dolan also attended the conference, pointing out that being in the one location with over 300 engineers and designers was the perfect opportunity to discuss the FiberCore technology. SIS were also proud to be Silver Sponsors of the conference which hosted engineers from all over the world. To learn more about the most advanced FRP bridge technology, contact SIS today. read more
SIS Fibre Reinforced Polymer FRP Bridges - Guidance for Designers
1 comment | 21th Oct 2022

Fibre-Reinforced Polymer Bridges - Guidance for Designers - It has been a natural progression to consider #FRP in the construction of new bridges. Progress in the uptake of FRP for bridge engineering has been partly restricted by the lack of suitable design standards and guidance for the use of these materials to enable technically efficient and economic design. Not anymore. Thanks to Composites UK - Trade Association a 156 page design guide was released late last year. Through our FiberCore Europe partnership, we are bringing prefabricated single element large span bridges to the Australian and New Zealand market place, representing market leading technology able to achieve a design life of 100 years. Click on the following link to download the design guide: https://lnkd.in/gd49P8Q read more
World Record 42m - Prefabricated FRP Bridge Delivered to Belgium
0 comments | | 21th Oct 2022

The longest prefabricated FRP composite bridge in the world manufactured by FiberCore Europe B.V. was recently delivered from their factory in Rotterdam to its final destination - Bruges in the Flemish region of Belgium, during the night on the Dutch and Flemish motorways. With a length of 42 metres, the bridge is longer than an average Boeing 737! The bridge has now been installed to replace the first old wooden 'Canada Bridge' on behalf of the Flemish Waterway NV and West Construct/BESIX. With a second bridge currently being manufactured, this demonstrates FiberCore's innovative Infracore FRP bridge technology as accepted world leading technology. read more
SIS - InfraCore FRP Deck on Motorway Bridge, The Netherlands
0 comments | 17th Sep 2024

It is important in road infrastructure to deliver projects in a timely manner, so that the disruption to motorists is minimised. Road bridges can be particularly problematic, due to their traditionally long construction time. SIS - FiberCore® has addressed this problem with an innovative solution: pre-fabricated, lightweight bridges and bridge decks, which can be easily transferred to site and installed in a matter of hours. This 142 meter long bridge over the Dutch A27 motorway was equipped with SIS - InfraCore® Inside technology - a fibre reinforced polymer (FRP) system. The entire bridge deck was made up of 7 pre-fabricated elements, which were manufactured off-site. The use of pre-fabricated FRP elements on the bridge meant that it was 3 x lighter than if concrete and steel had been used, and was installed in less than 48 hours. Sustainable Infrastructure Systems are currently undertaking projects using FiberCore® bridges, which has offered current and future clients the ability to access this innovative technology. Not only does pre-fabrication reduce installation times, it also minimises on-site construction risk and provides more reliability in cost predictions. The use of InfraCore® FRP also means that the structures are lightweight, have a very long life span and are largely maintenance free. read more
SIS - Silver Sponsor of the 9th Australian Small Bridges Conference
0 comments | | 17th Sep 2024

SIS is proud to be hosting Mr Jan Kroon (General Manager, FiberCore Europe) and Dr Martijn Veltkamp (Senior Design Engineer, FiberCore Europe) at the 9th Australian Small Bridges Conference to be held at the Surfers Paradise Marriott, Queensland on 1st-2nd of April, 2019. SIS is a Silver Sponsor of the event and Dr Veltkamp, along with Mr Nick Wotton, SIS Director - Structures, will be delivering a presentation at the conference on FRP single element large span bridges. You can read more about and register to attend the Small Bridges Conference at www.smallbridges.com.au read more
Case Study - Dubai Desert Golf Club - SIS FiberCore FRP Bridges
0 comments | 29th Nov 2024

When the time came for the developers and designers of the brand new Dubai Desert Golf Club to select and specify the required bridges, they made the best choice currently available in the world today. Our maintenance-free, clear span single element FRP bridges offer an excellent alternative to traditional offerings such timber, steel or concrete. The reduced weight of our structures also limits the costs associated with transport and lifting and also presents cost savings in abutments and civil works. It is no wonder that some of the 700 SIS FiberCore FRP bridges installed worldwide find themselves located on some of the top courses in the world, such as the Dubai Desert Golf Club. read more
Creative Pultrusions Introduces SUPERPILE® Legacy Dock Pile
0 comments | | 29th Nov 2024

The new product has been developed to meet the specific demands of current dock pile applications. SUPERPILE® Legacy Dock Piles will not cause any chemical harm to the environment, nor will it rot or corrode in marine settings. In addition, the product is lightweight, strong, easy to install and has a lifetime of 50+ years. For all your piling needs, please do not hesitate to contact us at service@sisau.com.au read more
SIS Launches FibreCore Europe's FRP Clear Span Composite Bridges From 2m to 30m in to Australia & New Zealand
0 comments | | | 29th Nov 2024

Until now, lightweight large single span composite bridges have not been available to designers, architects, engineers and stakeholders in Australia & New Zealand. Sustainable Infrastructure Systems (SIS) is proud to introduce FiberCore Europe’s InfraCore® Inside technology. More than 700 InfraCore® bridges and bridge decks have been delivered in the Netherlands, Belgium, England, France, Italy, Sweden, Norway, China and the USA. An important moment in the development of the company was the real scale research, which proved that the InfraCore® technology does not show any fatigue or any other structural failure for 100 years. The ability to pre fabricate bridge elements off-site can dramatically improve how projects are delivered. Ultimately, this method of construction provides significant benefits when it comes to maximising speed and safety and minimising disruption. The low weight of our InfraCore® elements and manufacturing off-site has some significant advantages.
- The disruption to surrounding road or rail infrastructure can be heavily reduced;
- Safety risks associated with construction are redirected towards the manufacturing plant - being controlled environments there is much less that can go wrong, when it comes to safety;
- Production of elements off-site means projects are more predictable when it comes to costs;
- Reduction of labour necessary for constructing projects on site, which is a significant benefit when it comes to projects in congested or remote areas;
- Abutments and / or foundations required are approximately one third of that required for concrete and steel constructions;
- Construction speed will minimise building time and road closures. For construction work that is well prepared, our FRP bridges can be installed within one hour.
SIS Delivers FRP Solution for Brisbane City Councils’ Ivory Lane Bridge
0 comments | | | | 29th Nov 2024

After 12 months of material testing and certification, SIS has delivered an FRP decking product for Ivory Lane Walkway for the Brisbane City Council. The project required unique FRP profiles which were not readily available on the market. SIS was able to overcome project challenges by manufacturing new tooling, enabling us to deliver on the specific needs of the client. This innovation demonstrates SIS' versatility and ability to adapt to the needs of our customers and their projects. With emergency vehicle loads being applied in addition to standard shared path loads, SIS started from scratch to deliver a product that was robust whilst being small enough to be retrofitted to the existing superstructure. Brisbane City Council chose SIS' StructuralComp™ FRP SISCo-Deck over other offerings due to its high level of performance after a rigorous testing and certification process. Not only is FRP decking cost-effective for the stakeholder due to its superior design life, but it also minimises maintenance and the environmental impact that such projects may have. Take a look at our range of FRP products here: https://sisau.com.au/catalogue/products/footbridges/ read more
SIS Launches CoreSpan® - Co-Extruded Aluminium Wood Plastic Composite
0 comments | | | | | 29th Nov 2024

SIS is pleased to launch CoreSpan®, our new range of co-extruded aluminium wood plastic composite profiles. Projects finished with CoreSpan® hybrid profiles exhibit the exceptional aesthetic qualities of natural wood, with superior durability. CoreSpan® represents the future of design through innovative material selection and manufacturing processes. Unlike natural timbers, CoreSpan® will never fade, warp, rot or generate splinters. CoreSpan® profiles are durable, dimensionally stable, remain perfectly straight and can be installed even under the most extreme climatic conditions. For more information, please view our CoreSpan® document here - https://sisau.com.au/downloads/ read more
Matagarup Pedestrian Bridge Opens to Public
0 comments | | | | | | 29th Nov 2024

A new addition to Perth's Swan River is the recently opened Matagarup Bridge. The footbridge, constructed by a consortium which included world-renowned Italian design and construction firm Rizzani de Eccher, was labelled by transport minister Rita Saffioti as being "one of the most technically difficult constructions to ever take place in WA". The pedestrian bridge spans 400m and leads users directly to Perth Stadium. Up until now access to the stadium has been limited, making the footbridge a hugely beneficial inclusion of the sporting precinct. However, it is not only its practicality which has been the focal point throughout the construction of the pedestrian bridge, but also its striking appearance. The Matagarup Bridge showcases the increasing capability of both architecture and engineering. Its curved and spiralling edges differentiate it from other bridges, making it an impressive pedestrian structure. The footbridge is aptly named in recognition of the local Whadjuk Indigenous community, and means 'a place where the river is only leg deep, allowing it to be crossed'. read more
SIS Congratulates Quickstep Holdings Limited
0 comments | | | | | | | 29th Nov 2024

SIS congratulates Quickstep Holdings Limited on their receipt of funding for production of F-35 Lightning II countermeasure flare housings. The F-35 Lightning II program is one of the World's largest defence programs and this funding will be supplied by the defence industry sector of the US and Australian Governments. Not only is this approval of funding testament to the strength, durability and reliability of composite materials, but also to the growing recognition of these materials as being the future of infrastructure and production. Here at SIS we are excited to see the application of composite materials being taken into this sphere and commend Quickstep on their innovation in doing so. View our range of composite materials here: https://sisau.com.au/ read more
SIS Delivers WPC / FRP Beach Access Staircase
0 comments | | | | | | | | 29th Nov 2024

Before and after the beach access staircase upgrade. SIS is proud to have recently delivered a beach access staircase at Henley Beach for the City of Charles Sturt (SA). SIS were head contractors on the project and completed the design, engineering and installation. The staircase is hybrid in nature, featuring Fibreglass Reinforced Plastic (FRP) Grating, Wood Plastic Composite (WPC) posts and Stainless Steel Handrailing. Projects in beach terrains offer challenges regarding anchorage points and ongoing concerns surrounding corrosion. The delivery of this project, despite these challenges, is a testament to the versatility and durability of composite products, as well as the SIS team. The durability, in particular, of composite FRP & WPC products means that this staircase will be able to be used and enjoyed by the community for many decades to come. Please do not hesitate to contact SIS and ask to speak with a structures manager for further information. read more
Recycled Plastic Asphalt Trial - Fulton Hogan
0 comments | | | | | | | | | 29th Nov 2024

SIS wish to congratulate Fulton Hogan on their recent large-scale trial of incorporating recycled plastic into bitumen binder to make asphalt. The trial section, conducted at Christchurch International Airport, was laid in late May 2018 and involved the use of used plastic oil containers, which would have otherwise been sent to landfill. Fulton Hogan reuses oil that they collect from businesses as an alternative fuel source. The plastic containers are shredded and granulated before being incorporated into the bitumen. The plastic-bitumen asphalt created with these containers will be used for the loading of heavy vehicle traffic. SIS’ product development team members have been working to incorporate recycled, post-consumer waste plastic into our products for over 20 years. As strong supporters of recycled products and of the infrastructure industry, SIS are very proud to support initiatives such as this. Not only do these sorts of approaches minimise the negative environmental impact of plastic waste, but they also recognise the high quality and performability of plastic products in infrastructure settings. View our range of recycled plastic and plastic composite (WPC & FRP) products here: https://sisau.com.au/catalogue/products/oem/ read more
Combating Challenges Using FRP Composite Pedestrian Structures
0 comments | | | | | | | | | | 29th Nov 2024

When Working in Sensitive Environments, you Need a Sensible Approach It is very easy to take the FRP boardwalks, FRP footbridges and FRP viewing platforms we tread upon on our weekend hikes for granted. The reality is, when creating infrastructure which allows people to enjoy the environment, there is a lot of attention to detail and careful consideration to be had. There are unique challenges to putting together these sorts of pedestrian structures, particularly in natural environments.
- How do you get the material to the location? Often there is no road access, and there may be rough terrain to navigate.
- How do you ensure the work can be done safely in this kind of setting?
- How do you ensure the structure will stand up to the harsh, natural environment?
- How do you do all of this while also causing minimal damage to the natural surroundings?
SIS Supplying the Australian Defence Force (ADF) - Dunnage
0 comments | 01th Dec 2022
![]()
SIS has proudly supplied the Australian Defence Force (ADF) a range of products recently including Solid Composite Plastic Transport Dunnage, Hollow Thick-Wall Light Weight Deployment Dunnage & FRP Antenna Shrouds. Having now obtained 'Recognised Supply' status with the Australian Industry & Defence Network (AIDN) we are working with the ADF on a broad range of projects initiating change from traditional materials to advanced composite plastics with better performance characteristics. read more
SIS StructuralComp FRP Heli-Pad Decking Systems
0 comments | 13th Jun 2025

The go to choice for remote locations. High strength, light weight and extremely durable in all climate conditions. read more
SIS - 2017 Outdoor Design Source
0 comments | | 13th Jun 2025
SIS are pleased to participate again in this years Outdoor Design Source Magazine - The latest edition of ODS is packed with everything needed to specify your next external works project! From planning and design, to water management, hard and soft landscaping, industry information, and more - ODS puts it all at your fingertips. Find SIS on page 254 of the hard copy or at: http://www.outdoordesign.com.au/landscape-supplies/Sustainable-Infrastructure-Systems-Aust.-Pty-Ltd/009679/14518 read more
Sustainable Trails Conference 2017 - FRP Walkways
0 comments | | | 13th Jun 2025

SIS is proud to sponsor the 2017 Sustainable Trails Conference in Thredbo, NSW from the 1st - 4th May hosted by TRC Tourism. This setting is in Australia's beautiful Snowy Mountains and the conference will explore many topics and hear from many experts on a range of topics including trends in trails use, planning, design and maintenance. Attendees are coming from far and wide including across Australia, New Zealand, Papua New Guinea, Nepal & Japan. read more
NSW Parks & Wildlife - Coastal Boardwalk
0 comments | | | | 13th Jun 2025

Over the past 4 years SIS has proudly been delivering high quality StructuralComp FRP boardwalk components to NSW Parks & Wildlife Service. The latest installation of 7000 metres of boardwalk forms part of a nature walk designed for humans to interact with the stunning coastal landscape with minimal impact on the world renowned flora and fauna of the region. Due to the remote location and general inaccessibility of the track, the products were delivered to site via multiple helicopter drops along the route. read more
SIS StructuralComp - FRP Beach Access Systems
0 comments | | | | | 13th Jun 2025

Works have recently been completed on the first of two SIS StructuralComp FRP beach access structures for the City of Charles Sturt in metropolitan Adelaide, Australia. The first structure is now open for public use on the corner of Henley Beach Road and the Esplanade. SIS worked with Council from inception and carried out design, engineering and material manufacture to suit all stakeholders requirements. The dynamic design of this structure removes the somewhat utilitarian aesthetics of comparable FRP and timber offerings and presents a smooth, safe, flowing and attractive asset for those who use it for decades to come. read more
Project Review: FRP & WPC Viewing Platform
0 comments | | | | | | 13th Jun 2025

Back in 2010, our National Structures team was engaged by the Department of Planning, Transport and Infrastructure (SA) to design and install a viewing platform on Kangaroo Island. This structure had demanding requirements - a global tourist attraction and a very unique spectacle - the daily ritual of feeding local pelicans. Given the iconic characteristics, the department required materials with unbeatable performance. Our structures team designed a platform with an FRP substructure and WPC platform surface. A virtually maintenance free viewing platform that will last a life time in the harsh marine environment of Southern Australia. read more
Composite Boardwalk & Bridges - NSW Parks & Wildlife, Hartley Historic Village
0 comments | | | | | | | 13th Jun 2025

SIS has recently completed the design & construct of a SISCo-FC composite boardwalk and bridge structure for the Office of Environment & Heritage, NSW Parks & Wildlife. Named 'The River Walk', the boardwalk is 200 meters in length and follows along the bank of the River Lett at the Hartley Historic Site, near Lithgow in Australia's stunning Blue Mountains. It is constructed from a combination of recycled wood plastic composite material, that allowed 16,800 kilograms of waste to be diverted from landfill along with high performance StructuralComp FRP. This state of the art material combination means that the boardwalk is mostly maintenance free and has a life expectancy beyond 70 years. The boardwalk is managed by the National Parks & Wildlife Service of NSW. read more
Outdoor Design Source 2016 - The Essential Resource for Specifiers of External Works
0 comments | | | | | | | | 13th Jun 2025

The latest edition of ODS is packed with everything needed to specify your next external works project! From planning and design, to water management, hard and soft landscaping, industry information, and more - ODS puts it all at your fingertips. Find SIS on page 299 of the hard copy or at: http://www.outdoordesign.com.au/landscape-supplies/Sustainable-Infrastructure-Systems-Aust.-Pty-Ltd/009679/14518 online. read more
SIS StructuralComp FRP Infrastructure Solutions
0 comments | | | | | | | | | 13th Jun 2025

Sustainable Infrastructure Systems (SIS) specialises in the development and manufacture of high quality sustainable products. Our specialty in FRP infrastructure solutions makes SIS the first choice for civil infrastructure constructed from the world’s leading sustainable materials. SIS draws on a wide range of experience providing innovative and cost-effective infrastructure solutions, regardless of the size or complexity of our client’s projects. read more
Composite Cycleway / Shared Path Bridge - Brisbane City Council
0 comments | | | | | | | | | | 13th Jun 2025

The Brisbane City Council in Queensland Australia required a modern cycleway / shared path bridge manufactured with modern materials. In conjunction with BAC Technology of Toowoomba, Queensland, SIS manufactured a composite bridge including StructuralComp FRP substructure, to produce this stunning result. read more
Hybrid FRP & WPC Cantilevered Boat Deck - Adelaide City Council
0 comments | | | | | | | | | | | 13th Jun 2025

The Adelaide City Council in South Australia required a replacement boat deck for a decades old timber structure used by Prince Alfred College and Seymour College rowing clubs on the River Torrens in central Adelaide. Given bedrock was as far as 67m under ground level, driven piles were not an option and SIS were required to design a highly engineered cantilevered structure to suit the application. Council also required that high performance materials were used with no maintenance requirements. To fulfil this brief, SIS designers used an innovative mixture of our StructuralComp FRP and WPC products for a structure that would serve council and stakeholder needs for decades to come. read more
SISCo-FC Composite Fixings for Aquaculture Applications
0 comments | | | | | | | | | | | | 13th Jun 2025
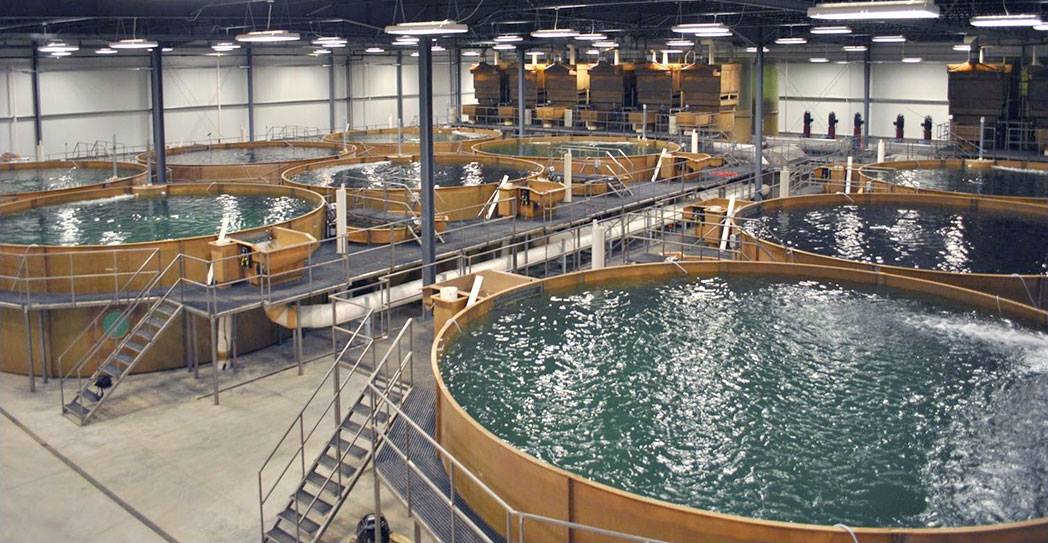
Aquaculture, the farming of aquatic animals, is the fastest growing animal food-producing sector. SISCo-FC Composite Fixings made in the USA are ultra high performance plastics that are now entering vast and untapped markets and applications in regions around the world including ASIA, the Middle East and Australia. For a component replacement for steel that will not corrode in Aquaculture farms and marina / floating dock systems, to ultra light weight components for Sikorsky helicopters & satellites. SISCo-FC Composite Fixings are the answer to problems found when using traditional alternatives. read more
Henley Square Redevelopment - Adelaide Foreshore - StructuralComp FRP
0 comments | | | | | | | | | | | | | 13th Jun 2025

HENLEY Square’s $8.4 million makeover is nearly complete - The Charles Sturt City Council (SA) expects all works to be completed during November 2015. The upgrade - designed by Taylor, Cullity, Lethlean (TCL) landscape architects (SA) includes SIS StructuralComp FRP products in the crucial sub-frame areas that would usually consist of traditional materials that would crack, rot and splinter on the ocean front environment. SIS StructuralComp FRP products allow all stakeholders to be confident of a 100 year lifespan with zero maintenance requirements. #FRP
read more
QLD Government - Moreton Bay Marine Park - StructuralComp FRP Signs
0 comments | | | | | | | | | | | | | | 13th Jun 2025

Demonstrating the extremely versatile applications for SIS' StructuralComp FRP products, we have undertaken testing of our Round Hollow StructuralComp FRP range as sign posts for the Queensland Parks and Wildlife Service, Department of National Parks, Sports & Racing - Moreton Bay Marine Park. The StructuralComp FRP posts have been in use throughout the harsh environment of the coastal marine park for three years now and have proven extremely durable. We are about to complete another stage in the park signage upgrade program with our StructuralComp FRP products. The posts have also proven very popular with saltwater oyster farms around South Australia's coast line. read more
Cairns Regional Council - Pedestrian Bridge
0 comments | | | | | | | | | | | | | | | 13th Jun 2025

The Cairns Regional Council, located in far north Queensland, Australia has recently installed one of two new shared path pedestrian bridges as part of a cycleway development. Council have recognised the need for high strength, lightweight and extremely durable materials to withstand the harsh climate of Australia's far north. SIS were contacted to supply our StructuralComp FRP components to work within the steel superstructure. read more
Sutherland Leisure Centre - FRP Ceiling Replacement
0 comments | | | | | | | | | | | | | | | | 13th Jun 2025

SIS has recently completed a ceiling refurbishment in partnership with Bermagui Constructions in NSW. The Sutherland Leisure Centre in NSW, Australia has undertaken a general centre renovation that included the ceiling above the main pool. SIS was called upon by the architect to propose an alternative to steel that would not require painting so as to minimise future maintenance requirements. SIS technicians were able to colour match our FRP product to the exact colour specification of a Dulux Shimmer Quarter - a colour similar to light blue. read more
City of Melbourne's Yarra Footbridge - SIS FRP Remediation
0 comments | | | | | | | | | | | | | | | | | 13th Jun 2025

Project works were completed during June on the City of Melbourne's Yarra footbridge that connects Flinders Street Station to Southbank at the Southgate & Langham Hotel complex in Victoria, Australia. SIS have custom designed and fabricated an FRP substructure and decking system that has allowed for hidden fixings, best achievable Australian standard slip rating and loading capability along with a water runoff system and very pleasant aesthetics. Contact us if you would to receive a case study on this project or would like further information. read more
FRP Wave Attenuation System
0 comments | | | | | | | | | | | | | | | | | | 13th Jun 2025

SIS has recently completed a project in conjunction with Engineered Water Systems of Perth, Western Australia. A wave attenuation system was constructed using SIS FRP components due to their high strength and non corrosive nature. This is an extremely effective and durable system designed for the mitigation of wave energy where permanent type breakwaters are not acceptable or cost effective. Waves, and wakes formed from passing boat traffic, can violently rock harboured crafts making it difficult for their owners to enjoy them while in port. read more
Bass Coast Shire Boardwalk
0 comments | 23th Dec 2023

SIS has recently completed a recycled wood plastic composite (WPC) boardwalk for the Bass Coast Shire Council, Phillip Island, Victoria. In Conjunction with GHD Engineers and ADA Construction Services, the completed structure has used nearly 30,000 kg's of post consumer plastic and timber waste and diverted it from landfill. A full set of project photographs can be found at the following link: http://goo.gl/JxrJTm
read more
WPC to clad the new Australian Embassy in Jakarta
0 comments | 23th Dec 2022

Back in early 2009, our Offshore Product Manager, Mr. Nick Wotton began collaborating with global architecture firm Denton Corker Marshall on a timber alternative recycled wood plastic composite (WPC) profile to clad the new Australian Embassy in Jakarta. After five years through design to construct, the new embassy is nearing completion and the cladding product developed by Nick is soon to be installed on the project providing the Department of Foreign Affairs & Trade (DFAT) a sustainable and maintenance free product made to suit the equatorial climate of Indonesia. read more
A Landmark Composite Pedestrian Bridge
0 comments | 01th Jun 2025
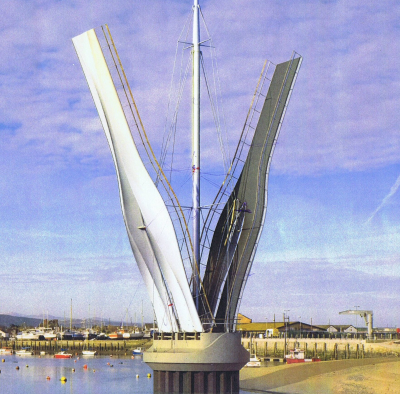
A new pedestrian bridge over Rhyl Harbour in North Wales consists of two 30 m long composite lifting decks. This is the story of its design and installation. FRP composite bridges – a brief history Bridges have traditionally been manufactured mainly from steel or concrete and alternative materials are rarely considered. However, the last 15 to 20 years has seen an increasing use of fibre reinforced polymer (FRP) composites in bridge construction. Initial applications in Europe were limited to pedestrian and cycle bridges and there are now hundreds in service. In the USA composite decks and occasionally beams are increasingly used for both pedestrian and road bridge construction, but 100% composite structures are still rare. Advantages of composite bridges Reduced mass (typically 2 tonnes for a 12 m pedestrian bridge):
- smaller cranes required for installation;
- smaller foundations require less subterranean excavation and disruption;
- easier to manufacture offsite in fewer parts;
- quicker to install, minimising possession times.
- 100 year design life is now common;
- resists atmospheric corrosion;
- resistant to most chemicals, fuels, de-icing salts, etc.;
- paint systems don’t degrade due to corrosion of the substrate.
- greater freedom of form;
- lower embodied energy;
- less fuel used for transportation.
- desirable for some applications.
- lack of relevant design codes;
- lack of structural engineers experienced using FRP materials;
- lack of general knowledge on the properties of FRP materials;
- lack of reliable materials properties data.
- it allows far greater freedom of form for the architect;
- it results in a more efficient structure and use of materials, and thus lower weight;
- it results in a structure with fewer, or no joins leading to greater reliability and less installation cost.
NASA satellite on mission to Mars boasts composite components
0 comments | | 01th Jun 2025

CAPE CANAVERAL, FLA. — Plastics are headed back to Mars in the composite structure of the latest NASA satellite to study the planet. TenCate Advanced Composites NV supplied the carbon fibre composite that is part of the MAVEN — which stands for Mars Atmosphere and Volatile Evolution — project. MAVEN headed into space during a Nov. 18 launch from Cape Canaveral. MAVEN is specifically designed to collect data from Mars' upper atmosphere, unlike other high profile projects such as the Rover. NASA officials noted in a Nov. 14 news release on the project that Mars once had surface water, but the atmosphere thinned and it lost that water. Scientists speculate that the sun may have played a role in allowing vital gases to escape from the atmosphere, but have not been able to confirm that. "Mars is a complicated system, just as complicated as earth in its own way," said Bruce Jakosky, the mission's principal investigator. "You can't hope, with a single spacecraft, to study all aspects and learn everything there is to know about it. With MAVEN, we're exploring the single biggest unexplored piece of Mars so far." MAVEN is a 7.5-feet by 7.5-feet by 6.5-feet cube built out of composite panels made with an aluminium honeycomb core sandwiched between composite face sheets. The entire structure weighs 275 pounds, but was designed to support the entire spacecraft mass during launch. It is expected to reach Mars' upper atmosphere and begin its mission in September. read more
SIS Builds Relationship with Global FRP Leader
0 comments | | | 01th Jun 2025

Today our Director - Products & Structures Mr Nick Wotton has welcomed to Australia Mr Tom Carlson, Manager - Offshore Markets at Strongwell Corporation Inc (USA). Today marks the beginning of a new global partnership between SIS and Strongwell Corporation. Strongwell is the world's largest pultrusion company and the recognized leader in the pultrusion industry. Strongwell has pultruded fiber reinforced polymer (FRP) composite structural products since 1956 and today offers unequaled capacity, versatility and flexibility to meet the needs of its customers and allied partners. Strongwell has been manufacturing high quality fiber reinforced polymer (FRP) products using “the continuous automatic process” (today known as “pultrusion”). Today, with three manufacturing locations, 65+ pultrusion machines and more than 645,000 square feet of manufacturing space. read more
Boeing & Oracle to Recycle Largest ever Carbon Fibre Structure
0 comments | | | | 01th Jun 2025

Boeing and Oracle Team USA, winners of the 34th America’s Cup, are collaborating to recycle over 3 tonnes of carbon fibre from the USA-71, a yacht built for the America’s Cup campaign in 2003. The hull and mast of the racing yacht will be processed and repurposed, a first-of-its-kind effort for what will likely be the largest carbon structure ever recycled. Boeing and the Oracle team, working with research partners, will utilise a technique developed to recycle composite materials from Boeing’s 787 Dreamliner, which is 50 percent composite by weight and 20 percent more fuel-efficient than similarly sized aircraft. Composite materials allow a lighter, simpler structure, which increases efficiency, and do not fatigue or corrode. In yachts, composite construction also provides the ability to develop a lighter vessel that is stronger and stiffer at the same time. Chris Sitzenstock, ORACLE TEAM USA logistics said; 'The introduction of composites in yacht construction was a major step in our sport. The materials and processes have continued to evolve, allowing us to build the high-tech, high-speed AC72 catamarans raced in this year’s America’s Cup, now we have the ability to work with Boeing to take the next steps in composite recycling, and to help reduce our environmental footprint. We will also look to recycle carbon components remaining from the build of our yachts.' Boeing and Oracle Team USA will work with the University of Nottingham in the United Kingdom and MIT-RCF, a South Carolina company specialising in repurposing carbon fibre components. In 2006 Boeing began collaborating with the University of Nottingham on carbon fibre recycling and they continue to work on recycling processes and technology to process the recycled fibre into new applications. USA-71’s hull will be cut into 4-foot sections and the mast will be chopped into manageable pieces before it is processed; about 75 percent of the recycled composites will come from the hull and the remaining 25 percent from the mast. Boeing and Oracle Team USA expect to gather data about the mechanical properties, costs and time flows to recycle sailing-grade composite materials in comparison to aerospace-grade and automobile-grade composites. Although the companies have not determined the post-recycling use of the yacht’s carbon fibre, potential end uses include consumer and industrial products. read more
76m Carbon Fibre Mast Leaves Factory
0 comments | | | | | 01th Jun 2025

Future Fibres completes work on 76 metre mast for Perini Navi’s latest superyacht. Following almost 18 months in design, development and construction, Future Fibres this week shipped its latest carbon fibre mast to Perini Navi’s La Spezia yard in Italy. Destined for the 60 metre sloop C.2218, as she is currently known, the 75.8 metre mast was built and shipped in two sections and will be joined over the next six weeks in the Perini yard. The accompanying Future Fibres furling boom and bespoke composite rigging package will be shipped later this month, with dressing and stepping of the rig due to take place in November. The brief for project C.2218 focused on achieving the highest levels of performance and meant Future Fibres was able to utilise its extensive Grand Prix experience, incorporating many of the developments identified through its racing clients. However, with Future Fibres’ trade mark, milled aluminium, tooling they have managed to produce a tube with a perfect exterior surface and a flawless 'Clearcote', gloss carbon finish. The result not only looks impressive but with zero filler – which can add up to 3 per cent to the weight of a mast – further reduces unnecessary weight to deliver a mast with both performance and style. Utilising Future Fibres’ 40 metre dedicated clean-room/oven meant the 23.4 metre furling boom could be manufactured using pre-preg carbon, rather than standard wet-laminate, improving structural performance and again, reducing weight. The boom has been through a detailed design and development process with special attention on the complex systems required for sail furling and handling. The result is a new mandrel furling and locking system which has gone through extensive testing and prototyping. Tim Meldrum, Chief Designer for the project commented: “Bringing the innovations we’ve developed for the race market to a superyacht of this size certainly represented a challenge. We invested a tremendous amount of time into the design and management of the project to ensure we understood every variable down to the smallest detail and we are very pleased with the outcome. Once launched, C.2218 will have a hugely powerful Doyle Sails sail plan and a complete Future Fibres rigging package. The lateral rigging is solid carbon with a mix of carbon, PBO and Kevlar for the fore and aft cables. The enormous code zero is using the top-down furling technique for improved system safety and the cable required is the longest and most powerful furling cable we have ever produced. We even had to extend our winding bed through the end wall of the factory to build it! That alone is exciting but it’s just a tiny part of what should be an incredible boat and a real challenger on the superyacht race circuit for years to come.” read more
Quickstep’s RST Technology Passes Test
0 comments | | | | | | 01th Jun 2025

Quickstep is an Australian Company and approved supplier for the international F‐35 Lightning II Joint Strike Fighter (JSF) program ‐ the largest military aerospace program in the world, valued at in excess of US$300 billion worldwide. To date more than 68 JSF aircraft have been delivered to the US Department of Defence, and this number is now expected to grow rapidly. The company has also been selected by Lockheed Martin as the sole supplier of composite wing flaps for the C‐130J “Hercules” military transport aircraft. Quickstep is currently partnering with some of the world’s largest aerospace/defence organisations, including the US Department of Defense, Lockheed Martin, Northrop Grumman, Airbus and EADS. Quickstep is also developing patented manufacturing technologies to produce high‐volume A‐grade finished composite components for automotives and specialist thick parts such as spars and wing skins for large defence and commercial aircraft. The company is currently working with the US Department of Defence to qualify its patented Quickstep Process and Resin Spray Technology (RST) for JSF, and is also conducting a major research and development program with car maker Audi aimed at delivering high‐quality finish, low cost, fast processing of carbon fibre composite, together with specialised resins, particularly adapted to the automotive industry. Quickstep’s RST technology passes test from luxury car maker:
- Quickstep’s resin spray transfer (RST) technology meets ‘spectacular finish’ test;
- Quickstep RST passes European car marque’s rigorous environmental tests;
- Potential significant commercial market.
GE Aviation Begin Testing New Composite Fan Blades
0 comments | 05th Sep 2024

GE Aviation has begun testing on its new composite fan blades for the GE9X, the next-generation GE90 engine that will power Boeing’s 777X aircraft. This validation test is the first of several testing programs GE has planned this year for the GE9X fan module. The first round of fan blade tests occurred in June at the ITP Engine testing facility in the UK and focused on validating the new composite material for the fan blades. GE plans a second round of tests at ITP later this summer to further validate the new fan blade composite material and a new metal material for the blades leading edge. The GE9X fan blade will feature a new high-strength carbon fibre material with a steel alloy leading edge, the new material, along with a higher fan tip speed, will improve the efficiency of the low-pressure turbine (LPT) and deliver more than 1.5 percent fuel efficiency improvement compared to the GE90-115B engine. The GE9X fan module incorporates several unique features. The GE9X front fan will be the largest of any GE engine at 132 inches in diameter and include a durable, lightweight composite fan case similar to the fan case on the GEnx. Compared to a metal fan case, the composite fan case will lower the weight by 350 lbs. per engine. The fan blades in the GE9X engine will be fourth-generation composite fan blades. GE Aviation developed the first composite fan blade for its GE90-94B engines back in 1995. Composite fan blades are also featured in the GE90-115B and GEnx engines. GE has accumulated 36 million flight-hours with composite blades and anticipates accumulating more than 100 million flight-hours when the GE9X enters service later this decade. The GE9X engine will have 16 fan blades, which is fewer blades than the GEnx and the GE90-115B engines. This fan blade reduction is possible as a result of advancements in three-dimensional (3D) swept design that enables engineers to create a more swept design and large fan chord. The new high-strength carbon fibre material allows the blades to be thinner than blades made from current carbon fibre material, with the same strength and durability. These improvements will drive fuel efficiency improvements and hundreds of pounds of weight reduction from fan blades and the structure needed to support them. The lower blade count and new carbon fibre composite material will enable the company to increase the fan tip speed. The increased tip speed will improve the efficiency of the LPT, enabling a reduction in the LPT blade count and contributing to the engine’s fuel burn improvement. The GE9X engine for Boeing’s 777X aircraft will be in the 100,000 pounds thrust class with a 10 percent improvement in fuel burn over today’s GE90-115B. Key features include: a 132″ fan diameter; composite fan case and fourth-generation composite fan blades; next-generation 27:1 pressure ratio high-pressure compressor; a third-generation TAPS (twin annular pre-swirl) combustor for greater efficiency and low emissions; and ceramic matrix composite (CMC) material in the combustor and turbine. GE Aviation has been conducting tests on new materials and technologies for the engine during the last few years, along with fan blade tests at the ITP Engine testing facility in the United Kingdom, the company will test a high-pressure compressor rig at GE’s Oil & Gas facility in Massa, Italy, this month. The first engine will test in 2016, with flight-testing on GE’s flying testbed anticipated in 2017. This Autumn, GE plans to run Universal Propulsion Simulator (UPS) fan performance tests on a fan rig at a Boeing facility in Seattle, Washington. Work is already under way on the fan rig and facility for these tests. read more
US Army adopts Stronger, Lighter Composite Materials
0 comments | | 05th Sep 2024

In the future, Army aircraft may be made of all composite materials, and the Prototype Integration Facility Advanced Composites Laboratory is ready. Part of the Aviation and Missile Research Development and Engineering Centre's, or AMRDEC’s, Engineering Directorate, the Prototype Integration Facility’s, PIF’s, Advanced Composites Lab has successfully designed and made repairs on damaged composite aircraft components for several years now. From research and development to implementation and rapid prototyping, advancing composites technology is one of AMRDEC’s core competencies that enable the current and future force. The PIF Advanced Composites Lab is one of several teams at the AMRDEC working with composites, PIF Advanced Composites Lab lead Kimberly Cockrell said; We have gotten as strong and as light as we can get with metals, and we’re at the end of what metals can economically do. The only way to get stronger and lighter and more capable for the fight is to go to composites. The PIF team recognised a need for advanced composites repair and began developing a composites capability within the PIF mission to provide rapid response solutions to the war fighter. The program includes repair design and engineering substantiation to show that repaired components are returned to original strength. Personnel in the Advanced Composites Lab designed and developed repairs for damaged composite stabilisers on the UH-60M Black Hawk helicopter and the AH-64E Apache helicopter. Prior to their repair method, the only way to repair an aircraft with a damaged stabiliser was to pull off the broken stabiliser and replace it with a new one. Cockrell said the “pull-and-replace” approach was costing the Army up to six figures per stabiliser replacement. While the first repair procedures were designed for Black Hawk stabilisers, the repair method applies to any solid laminate or sandwich core composite structure, so the procedures and training can be leveraged to other Army aircraft. Cockrell is proud of the lab’s achievements. Its repair procedures are the first approved repair for primary composite structure on Army aircraft. With integral support from the AMRDEC’s Aviation Engineering Directorate, the procedures for the composite stabiliser repairs have been written and are undergoing approval for release by the U.S. Army Aviation and Missile Life Cycle Management Command, or AMCOM, Logistics Centre. An important aspect of developing repair methods is working with the repair personnel who will make the repairs. Members of the PIF Advanced Composites Lab have been training Soldiers on the new stabiliser repair procedures prior to deployment so that they can request approval to use them, on a case-by-case basis, through the Aviation Engineering Directorate. The lab has also trained the instructors at the 128th Aviation Brigade, as well as the AMCOM logistics assistance representatives. In addition to training, the PIF Advanced Composites Lab, in partnership with the Aviation Engineering Directorate, played a lead role in developing the Army Technical Manual 1-1500-204-23-11 “Advanced Composite Material General Maintenance and Practices,” as well as in defining the tooling and material load for the new AVIM composites shop set. The lab is currently working repairs for blades too, as well as just-in-time tooling for parts with complex curves or topography. And in addition to repair solutions, the lab is using composite materials to create solutions for other issues. For example, it has designed and built a composite doubler to strengthen the hat channels that extend from the hinges of the UH-60 engine cowling. Photo Credit: U.S. Army photo illustration read more
NASA’s James Webb Space Telescope #FRP
0 comments | 23th Dec 2023
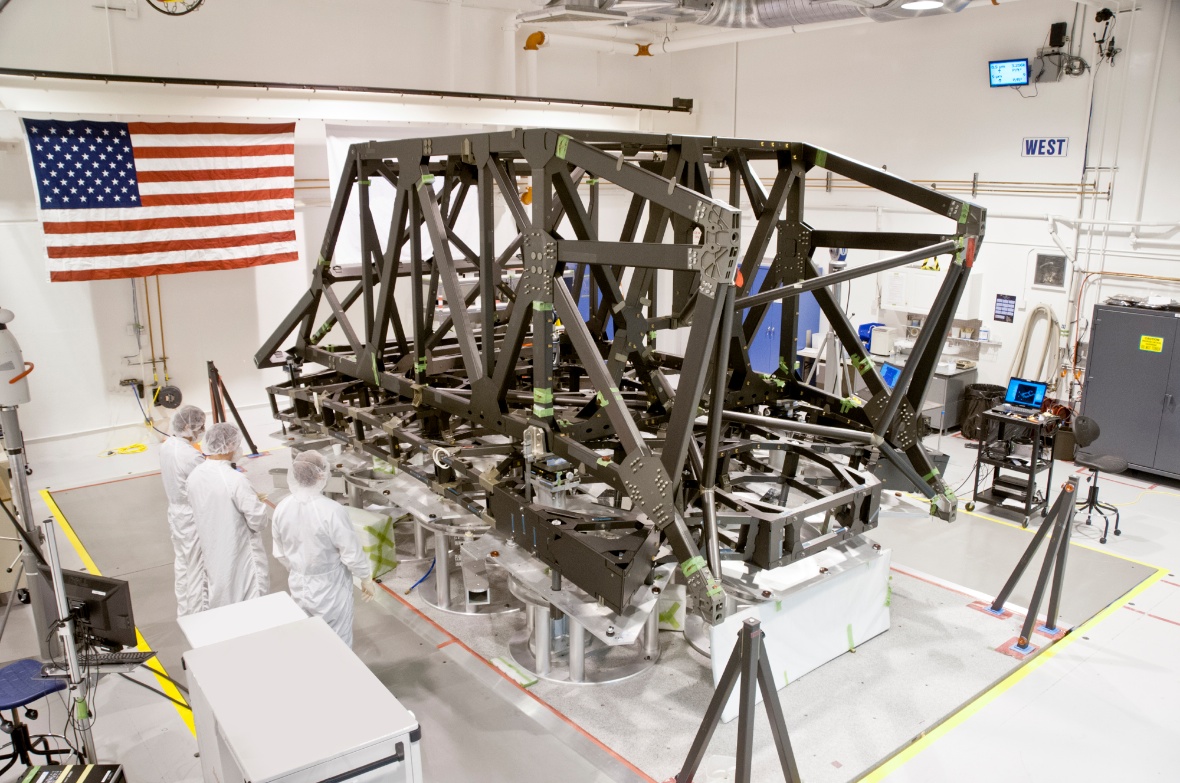
Northrop Grumman and teammate ATK have completed manufacturing of the backplane support frame (BSF) for NASA’s James Webb Space Telescope. Northrop Grumman is under contract to NASA’s Goddard Space Flight Center in Greenbelt, Md., for the design and development of the Webb Telescope’s optics, sunshield and spacecraft. When combined with the centre section and wings, the support frame will form the primary mirror backplane support structure, the stable platform that holds the telescope’s beryllium mirrors, instruments and other elements. It holds the 18-segment, 21-foot-diameter primary mirror nearly motionless while the telescope is peering into deep space. The backplane support frame is the backbone of the observatory, is the primary load carrying structure for launch, and holds the science instruments. read more
Living in Sustainable Cities of the Future
0 comments | | 23th Dec 2023

Masdar City, United Arab Emirates - This gleaming example of sustainable urban living just 17km east of Abu Dhabi is currently more university and business campus than metropolis, but when Masdar City is complete in 2025, it will be home to 40,000 residents and 50,000 commuters. The city’s master plan, designed by the architects Foster + Partners, put roads underground (and bans cars that use petrol), allowing for very narrow pedestrian streets that capture and funnel the breezes, aided and shaded by thick city walls, a technique Arab builders have used for centuries. The city’s modern elements come in the renewable energy and clean tech sources being developed at the Masdar Institute of Science and Technology, which currently houses 250 students on campus. The city is completely powered by renewable energy sources such as solar, and the buildings are being constructed with recycled materials, including steel and aluminium. Energy and potable water demands have been reduced by more than 50%, using a quarter of the energy of a conventional city the same size. “We are addressing social, economic and environmental sustainability and also making sure it’s affordable,” said Omar Zaafrani, communications manager for Masdar City. The building that houses both the Masdar and International Renewable Energy Agency headquarters will have stores and restaurants in addition to office space, powered by 1,000sqm of photovoltaic panels. While no residential buildings beyond dormitories have been built, they are in the works. “There are various residential plots around the city, and over the coming years they will be tendered out to global architects,” Zaafrani explained. The city’s economic free zone – with zero taxes, import tariffs or restrictions on foreign hires – is set up to specifically attract clean energy and tech companies, clustering them together in incubator office buildings. “The number one target is people who work in Abu Dhabi and around the UAE,” Zaafrani said. “We are trying to make sure as we build up the city, there will be demand for both commercial and residential spaces.” Currently, a four-bedroom villa in central Abu Dhabi rents for around 200,000 dirhams a year, while a two-bedroom flat in Reem Island rents for around 100,000 dirhams. Over the next two years, 45,000 new flats and houses will come available. read more
New York to Spend Billions on Climate Resiliency
0 comments | | | 23th Dec 2023
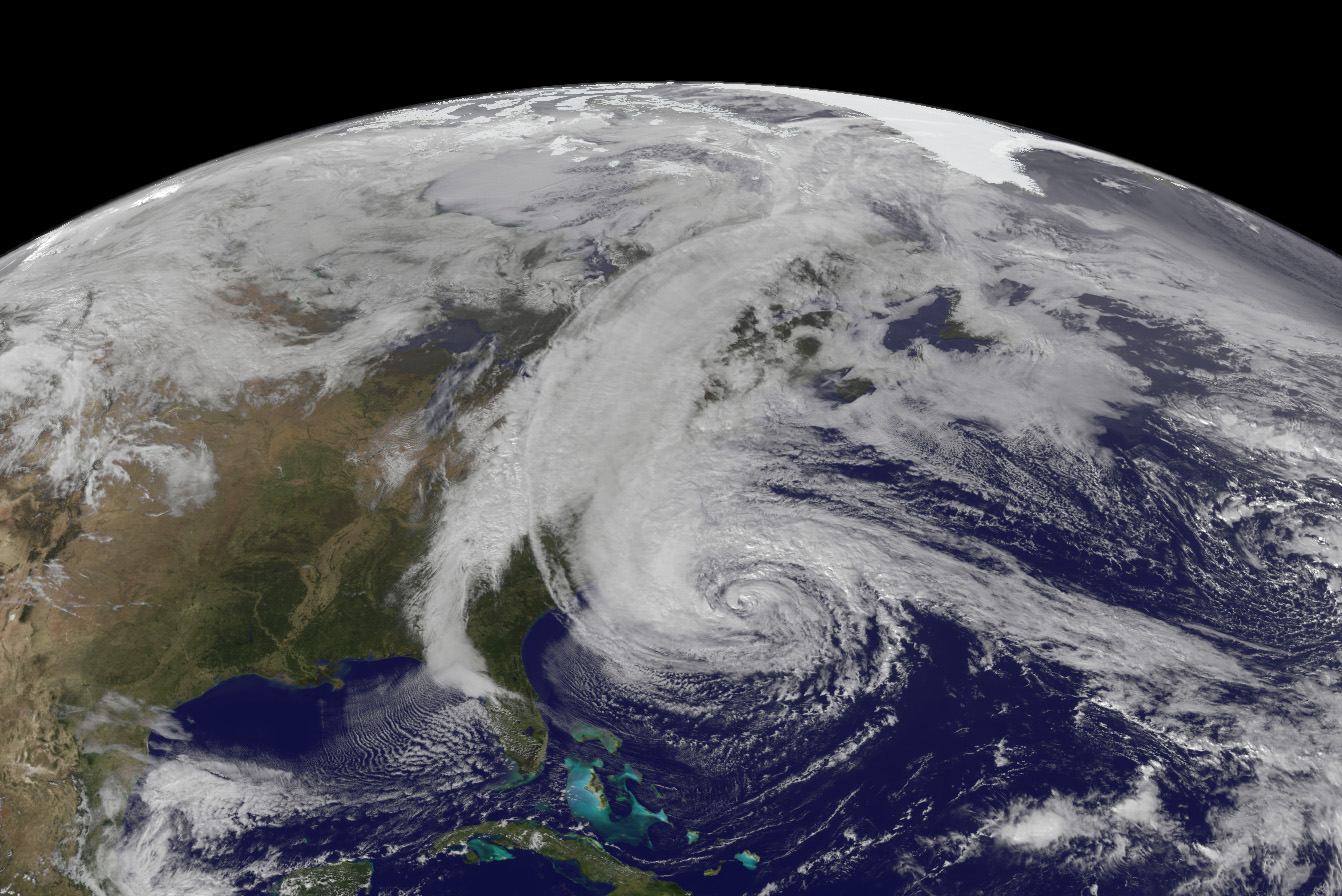
Nearly eight months after Hurricane Sandy slammed the north-eastern United States, New York Mayor Michael Bloomberg is proposing a far-reaching $20 billion plan to build flood barriers and "green infrastructure" to protect low-lying areas of Manhattan from future superstorms. Following Sandy, the mayor appointed a task force to assess the city’s vulnerability. In a report released this week based on its recommendations, the mayor cited scientists' predictions that sea levels could rise as much as 31 inches by 2050, accompanied by severe storms and prolonged spells of extreme heat and cold. “Hurricane Sandy made it all too clear that, no matter how far we’ve come, we still face real, immediate threats,” Bloomberg said in a speech at the Brooklyn Navy Yard, the same location where IceStone, a Sustainable Industries-profiled company, was nearly wiped out following Sandy (in this case, workers rallied to restore the factory). “Much of the work will extend far beyond the next 200 days -- but we refuse to pass the responsibility for creating a plan onto the next administration. This is urgent work, and it must begin now.” Bloomberg's recommendations are highlighted by "green infrastructure" projects, including supporting renewable and distributed energy generation systems, planting more trees and vegetation on streets and rooftops, upgrading building codes, enhancing natural wetlands, and refurbishing drainage systems to manage runoff. The mayor also appointed a "director of resilience" named Daniel Zarilli. The plan is heavy on construction of stormwalls and barriers, but Bloomberg suggested these could come in the form of elevated parks and boardwalks. The mayor's report was endorsed by a cadre of business and environmental organizations, including the Columbia University Center on Global Energy Policy, Real Estate Board of New York, Environmental Defense Fund, Building Resiliency Task Force, The Rockefeller Foundation, NRDC, New York Smart Grid Consortium, the American Institute of Architects New York chapter, and the region's largest energy utility, Con Edision. "These new guidelines place New York City at the forefront of thinking on resiliency relevant for coastal communities around the world," said Christopher Collins, executive director of Solar One. "This continues a series of strategic steps that the Bloomberg administration has taken, including investment in new, sustainable building models, to help create a new paradigm for construction that addresses both the fact of climate change, as well as the need for renewable and sustainable practices." How will New York pay for it all? The city can rely on $10 billion in city capital funding and federal aid, and another $5 billion in U.S. disaster relief, the mayor said. Additional federal funding and capital raised through the sale of municipal bonds would be needed to cover the remaining $4.5 billion, he added. The plan outlines a number of ways to raise the additional billions that would be required for the plan to become a reality. Story credit: www.sustainableindustries.com read more
Pelamis P2 Celebrates 1 Yr of Accelerated Real-Sea Testing
0 comments | | | | 23th Dec 2023

The ScottishPower Renewables (SPR) owned Pelamis P2 wave energy converter has this week completed its first year of a robust testing programme at the European Marine Energy Centre (EMEC) in Orkney. The combined P2 test programme has now accumulated 7500 grid connected operating hours, and exported 160MWh of electricity to the national grid. These are encouraging figures for this stage of the testing programme and it is anticipated that generated powers will continue to rise as the programme develops. These P2 operating hours bring the cumulative total for Pelamis technology up to over 10,000 grid connected operating hours, demonstrating both the extensive experience of the Pelamis team and the wealth of learning delivered by the P2 testing programme specifically. Following its first installation in May 2012 alongside the E.ON owned Pelamis P2 machine at the Billia Croo test site, the machine has been undergoing a progressive work-up testing programme, being exposed to increasingly large wave conditions for longer deployment periods. An accelerated form of the work-up programme was made possible thanks to the wealth of learning accumulated since the beginning of the E.ON Pelamis P2 demonstration programme in October 2010, and the resulting confidence of both the customer and Pelamis operation teams in this testing approach. As a result of this accelerated testing strategy, the SPR owned Pelamis P2 wave energy converter was able to generate twice the amount of electricity in half the elapsed calendar time, during its initial test parameters of small to medium seas. In deployments since then, the SPR Pelamis machine has experienced larger seas with significant wave heights of up to 5mHs, including individual waves of over 9m. Electricity generation has increased as anticipated in these larger, more energetic seas. The proven average output capability of the device, over the annual spectrum of wave conditions at the EMEC site, is now close to 100kW. Demonstrations of further improvements are anticipated through control optimisation which could double that number as targeted for the next stage of the project. The machines have now experienced around 90% of sea state occurrences for an average year, allowing the Pelamis team to quantify the performance and electricity output of the P2 machines and gain insight into the factors influencing this. This broad range of data from real sea testing is invaluable for the on-going development of the technology, allowing focused design and innovation for future enhancements of the Pelamis machine. These enhancements are vital to ensure that the costs of generating electricity from wave power continue to fall, in order to become cost competitive with other sources of offshore renewable energy. This is an important direction for Pelamis to take as an industry leader. Announced in February, Pelamis is working on a project commissioned and funded by the Energy Technologies Institute investigating a multitude of opportunities for performance enhancement and rapid reduction in cost of energy. Derrik Robb, Operations Director at Pelamis Wave Power, said: “The results achieved during this testing programme are testament to how far we have progressed, working collaboratively with our customers. The wealth of knowledge and data collected to date has been instrumental in reinforcing our technical understanding of the Pelamis and its control systems and we continue to apply key learning points from one machine to the other, thus reducing time spent addressing first-of-type issues.” Alan Mortimer, Head of Innovation at ScottishPower Renewables, said: “The past year at EMEC has been an invaluable learning experience for SPR, E.ON and Pelamis. The collaboration has worked well and all parties have benefited from sharing of information, risks and innovation. “The creation of the Operations Team and Health & Safety Systems has been a substantial effort this year and now provides the basis for us to explore the performance potential of the P2 machine. The output of the device is steadily increasing as experience is gained and as the controller is fine-tuned for maximum energy extraction. We anticipate further significant improvements over the next 12 months, with the remainder of the test plan focused on optimising the power produced in the full range of sea-states in order to progress the technology towards commercially-viable status.” Pelamis’ patented ‘plug & play’ system for the safe and rapid installation and removal of the machines in water has proved its strength and allowed for the towing and installation to be routinely conducted in wave heights of up to 2.5 metres as well as in darkness. This unique feature of the Pelamis P2 machine greatly expands the opportunities for operations and safe intervention, as it allows for flexible, round-the-clock operations, which is particularly important in the waters to the north of Scotland and over the winter months. The two Pelamis machines have been deployed in tandem during winter. read more
1st Grid-Connected Offshore Wind Turbine USA
0 comments | | | | | 23th Dec 2023
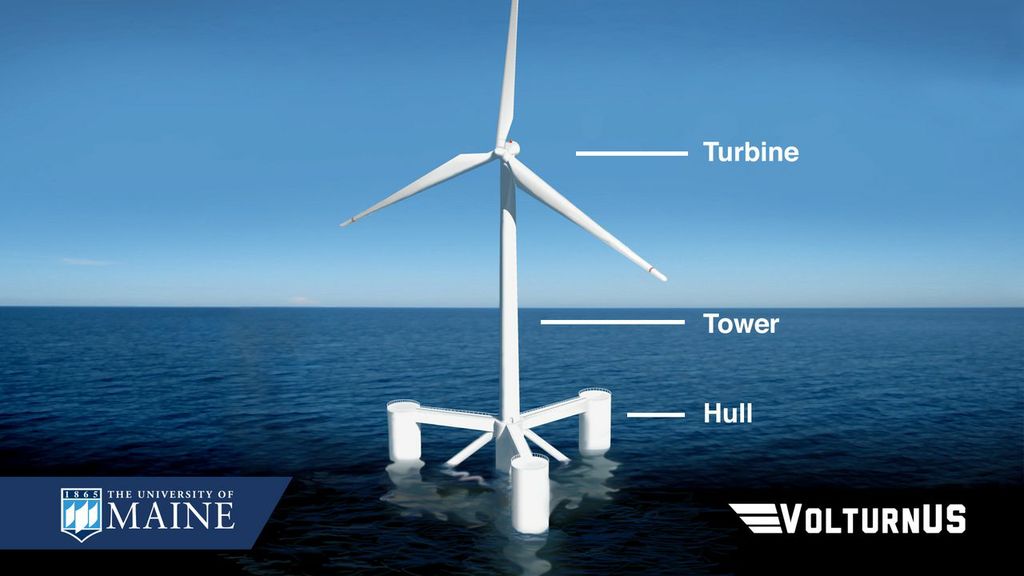
University of Maine Advanced Structures and Composites Center and partners to Launch first offshore wind turbine in North America May 31. Orono, Maine —The University of Maine’s Advanced Structures and Composites Center and its partners will hold a launch celebration Friday, May 31 at 11 a.m. for VolturnUS 1:8, the first grid connected offshore wind turbine to be deployed off the coast of North America. The event will be hosted by Cianbro, 517 South Main Street, Brewer, Maine. Honoured guests will include members of Maine’s Congressional delegation, the Director of Maine’s Office of Energy, representatives from the U.S. Department of Energy, Cianbro CEO Peter Vigue, and business and civic leaders. The highlight of the event will be a traditional launch of the vessel by Senator Susan M. Collins. The approximately 65 foot tall turbine prototype is 1:8th the scale of a 6 megawatt (MW), 423 foot rotor diameter design. It is the first floating turbine of its kind in the world, using advanced material systems with a unique floating hull and tower design. The program goal is to reduce the cost of offshore wind to compete with other forms of electricity generation with no subsidies. Maine has 156 gigawatts (GW) of offshore wind capacity within 50 miles of its shores and a plan to deploy 5 GW of offshore wind by 2030. The 5 GW plan could potentially attract $20 billion of private investment to the state, creating thousands of jobs. The VolturnUS technology is the culmination of more than five years of collaborative research and development conducted by the UMaine led DeepCwind Consortium. The DeepCwind research program is a unique public private partnership funded by the Department of Energy, the National Science Foundation Partners for Innovation, the Maine Technology Institute, the state of Maine, the University of Maine and more than 30 industry partners. Data acquired during the 2013 deployments off Castine and Monhegan will be used to optimize the design of UMaine’s patent pending VolturnUS system. The UMaine Composites Center has partnered with industry leaders to invest in a 12 MW, $96 million pilot farm. The deployments this summer will de-risk UMaine’s VolturnUS technology in preparation for connecting the first full scale unit to the grid in 2016. read more
There’s a New Twist in Wind Blades
0 comments | | | | | | 23th Dec 2023

NSE Composites used Abaqus FEA to validate a Sandia-funded sweep-twist design that captures 12 percent more energy. The basic physics and economics of wind turbine blades are relatively simple. For one, their power output is roughly proportional to the square of blade length. This relationship pushes designers to create increasingly longer blades for harvesting additional kilowatts. Secondly, as blades get longer, weight increases—by approximately the cube of the length—leading to higher raw material costs. This correlation sends designers in search of weight-efficient geometries that are strong and rigid enough to weather the increased loading inherent in longer blades. Navigating a maze of engineering challenges such as these can lead to interesting design directions. At the United States Department of Energy’s (DOE) Wind Energy Research Program at Sandia National Laboratories, the result has been the development of a sweep-twist adaptive rotor (STAR). This innovative curved blade was proposed in earlier theoretical research and had been garnering increasing interest for use in utility-scale applications. The new configuration is seen as a way to reduce operating loads on ever-lengthening blades. If successfully commercialized, the outcome would be larger, lighter, less-expensive, and more productive wind turbines. In 2004, Knight and Carver (K&C) Wind Group, a San Diego-based wind blade manufacturer, was awarded a DOE contract to develop STAR. Partnering with Sandia, K&C was responsible for design, fabrication, testing, and evaluation of a sweep-twist prototype. They began by assembling a team of specialized companies and academic institutions, one of which was Seattle-based NSE Composites, who were brought on board to perform the finite element modelling (FEM) of the new design. “NSE had done a lot of analyses over the years on composite aircraft and helicopter aero structures for companies such as Boeing,” says DM Hoyt, one of NSE’s founders. “Plus, we were already troubleshooting another blade problem for K&C and wanted to diversify our customer base to include more renewable energy, so the fit was a good one.” Hoyt and his partners at NSE have been using Abaqus from SIMULIA, the Dassault Systèmes application for realistic simulation, as their finite element analysis (FEA) tool for years. As their projects moved toward larger and more complex models, the software’s ongoing developments in simulating composites, crack generation, and fracture kept pace. “Simulation has been a great asset for both our aerospace and wind energy work,” says Hoyt. “It enables us to explore new ideas and look at the performance of multiple designs and materials while minimizing expensive testing.” Sweep-twist blade basics Rather than a traditional linear profile, a sweep-twist blade has a distinctive gently curving tip (or “sweep”) with curvature towards the trailing edge (see Figure 1). Theoretically, this planform shape allows the blade to respond to turbulent wind gusts through a process of controlled twisting and bending: As the blade twists, it sheds loads that would normally be translated as material stresses to the root (or base) of the structure. In nature, a similar sweep can be seen in the wing shape of birds that migrate long distances and the characteristic profile of whale tails and dorsal fins. The engineering upside of twist-coupling is the ability to create longer wind blades while avoiding the higher loads that typically accompany increased length. Reducing loading—not only on the blade root but also on the turbine itself—enables a lighter blade design with lower raw material costs and helps lessen fatigue stresses on the rotating machinery. In early calculations, the STAR design promised a decrease in fatigue loads of 20 percent using a tip twist of three degrees. But as the design progressed, longer blades that capture more energy with no increase in load were pursued. Beyond the potential advantages of altering the traditional length-weight-cost relationship, twist coupling is seen as a financially attractive solution for tapping low-wind-speed sites (defined as having an average velocity of 5.8 meters per second at a 10-meter height). These sites—in contrast to the high-wind-speed locations that have been the focus of wind-mining to date—are abundant in the U.S.’s mid-section and closer to major power-load centres. If the cost benefit proves favourable, development of low-wind locations could increase potential domestic wind farm area by a factor of twenty. Understanding turbine behaviour — without the wind “Over the years wind blades have become more and more high tech. The industry is pushing the limits of design and materials,” says Hoyt. “As that happens, engineers need to tighten up the loose legacy tolerances and manufacturing controls that originated in boat-building technology and adopt the more rigorous analyses that we have always done for complex aerospace structures.” Of particular use in wind blade analyses with FEA, notes Hoyt, is Abaqus’ ability to handle composite properties and control material orientation. It can calculate blade-tip deflection (to avoid “tower strike”) and accurately predict both torsional response (including twist angle, which is key to load-shedding) and shear-compression buckling stability (associated with sweep-twist) of composite sandwich structures. An additional capability key to wind blade analysis is the extraction of accurate equivalent beam properties directly from a solid 3D FEM. These bending and twisting definitions are used in wind-blade-specific dynamics codes to predict the overall performance of the turbine. “During the preliminary design phase, the type and amount of input data is often limited,” says Hoyt. “In the wind projects we’ve been involved with to date, there hasn’t been a high-fidelity CAD model available to use as a basis for the FEM.” So at the start of the STAR analysis, the NSE team only had the blade’s basic geometric parameters—the planform shape, the air foils, and the chord lengths—to work with. The desire for high-fidelity FEA at a design stage when only the basic parameters of the blade have been defined led to the development of NSE’s bladeMesher software, which is able to create a solid 3D mesh of the blade from the partial data. “Our software splines the geometry defined at several locations on the outer mould layer (OML) of the blade and combines it with the composite material thicknesses specified at each location to generate a mesh with the true thickness details,” says Hoyt. “This solid mesh and material definition is then imported into Abaqus where we perform a detailed finite element analysis. We have found that a solid FEM has many advantages over shell element FEMs, which have traditionally been used for blade analysis. These benefits include a more accurate prediction of twisting behaviour and the ability to analyse stresses in the adhesive joints between structural elements.” As the design of the blade progressed, the team explored new air foils and made adjustments to the sweep geometry to hone in on the optimal amount of twisting. The bladeMesher software enabled rapid updates to the solid FEM based on the new geometry, allowing the team to quickly assess the effect of each change. Abaqus’ task was to confirm the earlier section analysis predictions, which were performed using constant-section-equivalents to estimate the effective beam properties of the blade. To determine whether the sweep-twist geometry would shed loads as predicted, two wind scenarios were applied to the model: an operating load and an extreme-wind conditions case (50-year gusts at 156 miles per hour). The analysis was used to predict the blade deflection and twist, perform detailed stress calculations, and investigate potential shear buckling due to the increased twist inherent in the design. read more
US Army Shelter Constructed of Composite Material
0 comments | | | | | | | 23th Dec 2023

Based on the use of 20-foot ISO shelters in some of their systems, PD TMDE was asked to serve as the project sponsor and requirements provider for an Army Research Laboratory project to research and develop a new shelter for the Army constructed of composite material. The program, called the C-4 shelter, resulted in a lightweight, corrosion resistant shelter that is lightweight and promotes energy efficiency. A lighter-weight shelter with improved insulation and other energy efficient characteristics greatly reduces transportation and operating expenses. ARL with the assistance of Natick Shelters Technology, Engineering and Fabrications Directorate ensured the shelters met current and future requirements for government use. The C-4 shelter is composed mostly of carbon, epoxy and fiberglass material with very little dependence upon metal except for the exterior ISO corners. Two types of shelters were built − one with an 80db Electromagnetic Interference/High Altitude Electromagnetic Pulse shielding and the other unshielded. The shielding proved to be superior to the shielding of previously acquired shelters providing protection of valuable electronics in the event of an electromagnetic attack. Even though 40 percent lighter than aluminium and steel shelters presently in use, the composite shelters have a greater strength per unit density than aluminium and steel giving it a superior strength to weight ratio. The C-4 shelters have a tare weight of 5,760 pounds with a maximum payload of 14,240 pounds. The C-4 shelters have passed the International Convention for Safe Containers certification. Shelter temperature is controlled by standard environmental control units and use LED lighting instead of florescent or incandescent which can be dimmed or changed to a blackout colour. The C-4 shelter built has a thermal resistance value of R-8 which far exceeds the ASTM standard of R-2.86. Shelter service life is estimated to be 30 years with lower maintenance costs; much of the shelter is field repairable. The shelter includes replaceable/repairable ISO corners and forklift pockets using hardware attachable components. This is a feature not found on any other ISO containers which is a major savings in cost and time in a depot. read more
UK Innovator Recycling Glass & Carbon Fibre Waste
0 comments | | | | | | | | 23th Dec 2023

SIS would like to congratulate FORMAX. FORMAX has launched a new recycling initiative at its UK production facility. Thanks to the creation of a dedicated Recycling Division and the installation of two bespoke machines, FORMAX say it is now able to reprocess the majority of its glass and carbon fibre waste. FORMAX state the recycled materials are suitable for a variety of non-structural and structural applications across a range of industries, and a number of its customers are already manufacturing components using products from the division. "Last year we generated over 600 tonnes of glass waste so recycling is clearly very high on our agenda, both from a position of environmental responsibility, but also from a commercial standpoint. The market for recycled materials is a growing sector with a number of significant opportunities and the creation of our new Recycling Division allows us to devote considerable time and resource into optimizing products for these processes" comments Oliver Wessely, Managing Director of FORMAX. read more
A Tale of Two Bridges
0 comments | | | | | | | | | 23th Dec 2023

Composite Advantage in Dayton, Ohio, has provided FRP bridge decks for seven pedestrian bridges in the past four years. Scott Reeve, president of the company, is upbeat about the outlook for composites in the infrastructure segment. We're getting to the point where engineers, designers and procurement are letting us go head-to-head against concrete, he says. In the past, we were either excluded because they only considered traditional options or we had to do a lot of work to be a special demo case. However, Reeve admits that progress is slow. I tell my employees, It took 30 years for steel to replace wood in bridges. It will take longer than we want for composites to replace concrete, he says. You have to keep working at it. One way that Composite Advantage has made inroads in infrastructure is by providing products that help solve construction challenges and highlight the advantages of composites. That's the case for the two bridge projects presented here: One required accelerated construction, while the other was a highly-engineered bridge. Both utilized prefabricated FRP bridge decks. The decks were manufactured using the company's FiberSPAN molded sandwich construction, which employs fiberglass top and bottom skins and closely-spaced internal webs that function like a series of I-beams. The fibers in the webs are oriented at ± 45° angles and infused with resin to form very strong, stiff shear webs for the sandwich cross-section. The closely-spaced webs provide good crushing resistance to concentrated loads, and there is no local skin deflection since the skins are well supported by the webs. read more
Multipurpose Modules for Sustainable Buildings
0 comments | 28th May 2025
Edra Equipamentos has launched a multipurpose module for commercial construction applications. The company say that the module, called "e.modular" can be used for instance, as a "pop-up" shop, for the showroom of real estate developers, cafeterias, help desk at events and even self-service banking kiosks. Edra Equipamentos state the e.modular is a 3.2m wide, 6m long steel structure with composite coated walls and ceiling. The resin used for moulding the composite plates is partially derived from renewable and recyclable sources, such as oil plants and PET bottles. The floor is made of plastic wood composite and comprises of more than 90% discarded packaging waste. The company added that during the day, the natural lighting of the e.modular is ensured by a system called Solatube, which captures and diffuses the light in the environment. To reduce the energy consumption of air conditioning, Edra Equipamentos applied special 3M film on all glass surfaces, which prevents the passage of more than 80% of infrared rays. In terms of accessibility, the e.modular includes a wheelchair ramp, automatic doors and adapted bathrooms. Signed by São Paulo architect, Tatiane Rocha, the project makes use of curved lines and large transparent areas to increase the feeling of space. "The design is both externally and internally modular. This means that users are totally free to define how they want to use the space. Not to mention that it is possible to overlap the modules, creating two or more floors," says Jorge Braescher, president of Edra Equipamentos. read more
Composite Wing Components for Airbus A350 XWB
0 comments | | 28th May 2025

GE Aviation, Hamble has achieved a major program milestone with the delivery of its initial production wing fixed trailing edge components for the first A350 XWB to fly – ‘MSN001’. The first A350 XWB-MSN001 is now structurally complete and is currently undergoing ground testing in Toulouse. The A350 XWB wing fixed trailing edge package is the largest production contract awarded in GE Aviation Hamble’s 75-year history, comprising more than 3,000 components that include structural composite panels and complex machined assemblies. The A350 XWB has a total wingspan of more than 64 meters. “This delivery start up results from major achievements at GE Aviation in design and manufacturing – bringing together new tool sets, materials and technologies, while also involving concurrent engineering with global suppliers to obtain material and long-lead items in unprecedented timescales,” said Steve Walters, executive product leader for GE Aviation’s aerostructures and nacelle activities. “We have proved our capabilities and have created a secure foundation to build on for the future.” GE Aviation will provide the wing fixed trailing edge for all three A350 XWB family members: the A350-800, -900 and -1000. The company began its work on the wing components in October 2008, progressing from a very basic conceptual design while enhancing its management to address the project’s magnitude. In addition to increasing the scope of GE Aviation’s own technical capabilities, the company involved a global design team that included GE Aviation resources in Poland and India. “During the program, GE Aviation, as risk-sharing partner, developed a close working relationship with Airbus, as the aircraft manufacturer providing advice, assistance and support that enabled us to meet this major delivery milestone,” Walters added. In addition to major investments already implemented at the Hamble-le-Rice factory in Southampton, Hampshire for A350 XWB production, the site will see further enhancements with the creation of a new composites facility dedicated to this Airbus program. read more
'Greenly' Powering US Telecommunications Equipment
0 comments | | | 28th May 2025

Plastics Unlimited Inc manufactures the helical shaped rotor blades and end caps for US company Windstrips vertical axis (twisted Savonius design) wind turbines. These turbines are being installed on communications towers in the US, offering the telecommunications companies a greener way to power their equipment. This application won the Composites Sustainability Award, in the American Composites Manufacturers Association (ACMA)'s Awards for Composites Excellence (ACE) competition. The award was presented during the ACMA's Composites 2013 trade show in Orlando, Florida, in January. read more
NASA Demonstrates Hybrid Wing Aircraft
0 comments | | | | 28th May 2025

Aerospace engineers have long known that ditching a conventional tubular fuselage in favor of a manta-ray-like “hybrid wing” shape could dramatically reduce fuel consumption. A team at NASA has now demonstrated a manufacturing method that promises to make the design practical. Combined with an extremely efficient type of engine, called an ultra-high bypass ratio engine, the hybrid wing design could use half as much fuel as conventional aircraft. Although it may take 20 years for the technology to come to market, the manufacturing method developed at NASA could help improve conventional commercial aircraft within the next eight to 10 years, estimates Fay Collier, a NASA program manager. The manufacturing technique lowers the weight of structural components of an aircraft by 25 percent, which could significantly reduce fuel consumption. The advances are the culmination of a three-year, $300 million effort by NASA and partners including Pratt & Whitney and Boeing. There are two key challenges with the flying wing design. One is how to control such a plane at low speeds. NASA previously addressed this by building a six-meter-wide remote-controlled test aircraft (the X-48B) to demonstrate ways to control hybrid wings. Based on those tests and wind tunnel tests, NASA built a larger remote-controlled aircraft that started test flights last year. The second challenge is building a full-scale version of the aircraft with pressurized cabins that is structurally sound. One reason tubular airplanes have persisted is that it’s relatively easy to build a tube that can withstand the forces acting on it from the outside during flight while maintaining cabin pressure. The hybrid wing design involves a flatter, box-like fuselage that blends with the wings. The flatter structure, which includes some near-right angles, is much more difficult to build in a way that’s strong enough and light enough to be practical. NASA’s manufacturing process starts with preformed carbon composite rods. The rods are covered with carbon fiber fabric and stitched into place. Fabric is then stitched over foam strips to create cross members. The fabric is impregnated with an epoxy to create a rigid composite structure. Sections of a fuselage built with the technique were tested and shown to withstand up to the forces that would be applied to a finished aircraft. Tests also showed that when enough pressure was applied to cause the parts to fail, the stitching used to make the structure stopped cracks from spreading—a key to avoiding catastrophic failure in flight. The researchers are now building a 30-foot-wide, two-level pressurized structure that will be used in an attempt to validate the manufacturing approach. That structure is scheduled to be finished by 2015. To achieve a 50 percent reduction in fuel consumption, the hybrid wing design will need to incorporate an advanced engine design. Collier says ultra-high bypass engines are a good match. In an ultra-high bypass design, the front fan on the engine is far larger than the core of the engine, where air is compressed and combustion takes place. Such large fans can be difficult to mount under the wing, as engines are mounted in most conventional airliners. The hybrid wing design involves mounting the engines on top of the plane, rather than under the wings (The top-mount design also cuts noise levels.) NASA has helped Pratt & Whitney develop prototype ultra-high bypass engines, which are slated to go into commercial use for the first time next year, starting on Bombardier’s C-Series aircraft. NASA is further optimizing the engines to take advantage of the top-mount design in the hybrid wing airplane. read more
